



قبل از پرداختن به مبحث جوشکاری فولاد ضد زنگ ، ابتدا باید بدانیم به چه گروهی از فولادها ، فولادهای ضد زنگ می گویند .
فولادهای ضد زنگ آستنیتیکی ( Fe – Cr –Ni )
این گروه از آلیاژها معروفترین انواع فولادهای ضد زنگ هستند . علت محبوبیت آن ها ، شکل پذیری عالی ، مقاومت در برابر خوردگی و جوش پذیری آن ها است . تمام آن ها دارای خاصیت غیر مغناطیسی هستند .
فولادهای ضد زنگ فریتیکی ( Fe – Cr )
این نوع فولادها دارای درصد کربن پایین هستند . آن ها دارای خاصیت مغناطیسی هستند .
فولادهای ضد زنگ آستنیتیکی و فریتیکی ( Fe – Cr – Ni (Mo) –N )
این نوع فولاد همانگونه که از نام آن پیداست ترکیبی از دو نوع فولاد فوق الذکر است . دارای خواص هر دو نوع فولاد است . مقاومت بالاتری دارد . نیتروژن موجود در آن جهت افزایش مقاومت و جوش پذیری به آن اضافه شده است . دارای خاصیت مغناطیسی است .
فولادهای ضد زنگ مغناطیسی ( Fe – Cr – ( Mo – Ni – V )
این نوع فولادها می توانند برای رسیدن به درجه سختی های متفاوت در معرض گرما قرار بگیرند .
فرایند های جوشکاری فولادهای ضد زنگ
فرایند های جوشکاری فولادهای ضد زنگ می توانند به چندین دسته تقسیم شوند . یکی از آن ها جوشکاری با الکترود های فلزی نسوز ( Refractory metal electrod ) است . این جوشکاری زیر مجموعه جوشکاری قوس الکتریکی است .
استفاده از روش های جوشکاری قوس الکتریکی
استفاده از فرایند جوشکاری GTAW برای جوشکاری فولاد ضد زنگ
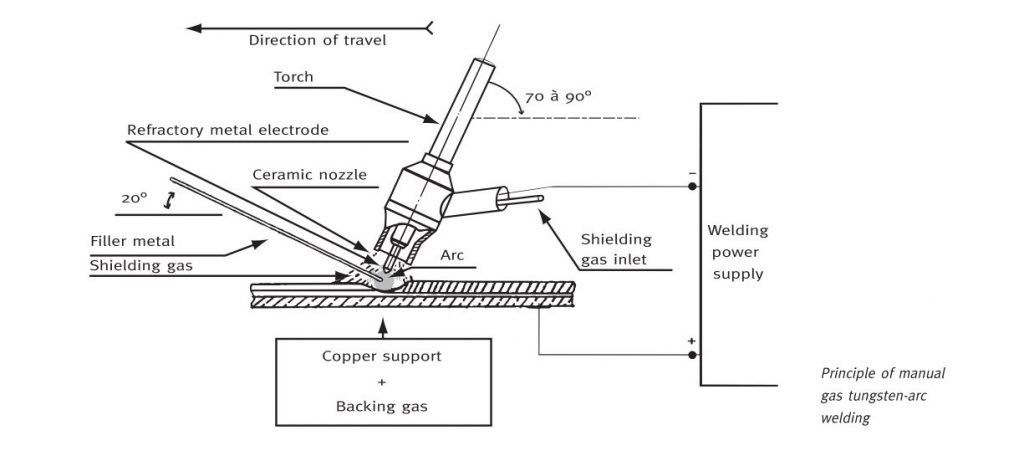
فرایند GTAW ، که به نام جوشکاری TIG ( گاز بی اثر تنگستن ) یا جوشکاری WIG ( گاز بی اثر ولفریم ) نیز شناخته ی شود . در شکل زیر شمای کلی آن را می توانید ببینید. انرژی لازم برای ذوب کردن فلز توسط قوس الکتریکی تامین می شود . جوشکاری فولاد ضد زنگ همیشه در مد DCNE یا DCSP در آن انجام می شود . اگر در این فرایند از مواد فیلر استفاده شود ، این مواد به شکل میله یا سیم های توپر هستند . جریان گاز محافظ از محدوده قوس الکتریکی محافظت می کند . گاز محافظ سبب می شود یک قوس الکتریکی پایدار شکل بگیرد . بسته به مواد پایه ، گاز محافظ می تواند شامل آرگون ، هلیوم و هیدروژن باشد .
مزایای استفاده از این نوع جوشکاری در فولادهای ضد زنگ
- تجمیع گرما در یک منطقه و داشتن منطقه HAZ جمع و جور تر
- قوس الکتریکی پایدار و حوضچه جوش با سایز کوچک
- کیفیت جوش بالا
- پوشش الکترود بسیار کم
- سهولت انجام
استفاده از فرایند جوشکاری قوس الکتریکی پلاسما ( PAW ) برای جوشکاری فولاد ضد زنگ
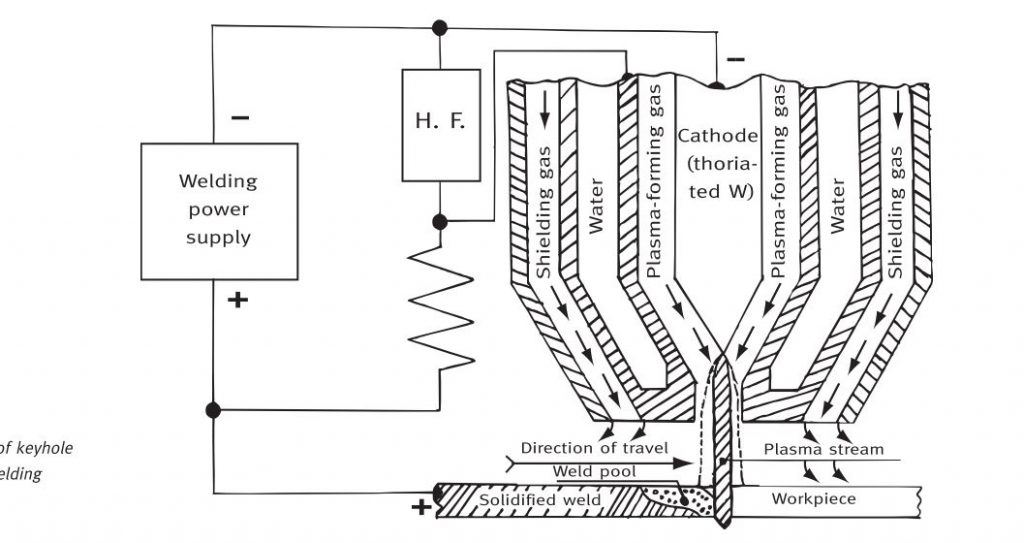
جوشکاری پلاسما ( PAW ) مانند جوشکاری قوس الکتریکی گاز تنگستن است . تنها تفاوت آن ها این است که قوس الکتریکی پلاسما توسط یک نازل جوشکاری انجام می شود که جریان پلاسما را با انرژی بالا تولید می کند . این فرایند در دمای بین 10000 تا 20000 درجه سانتی گراد انجام می شود .
از آنجایی که جت پلاسما بسیار باریک است ، نمی تواند حمایت کافی از حوضچه جوش داشته باشد ، بهمین منظور لازم است تا از گاز محافظ با قطر دریچه بزرگ تر استفاده شود . گازهای محافظ مناسب برای جوشکاری فولاد ضد زنگ دارای هیدروژن هستند .
برای جوشکاری پلاسما دستی ، که انبر جوشکاری دستی است ، از فرایند هایی به نام های میکرو پلاسما و مینی پلاسما استفاده می شود . در فرایند های اتوماتیک ، انبر اتصال بر روی یک ” نورد ” متصل می شود و از فرایندی به نام ” سوراخ – کلیدی ” استفاده می شود . در طول فرایند یک سوراخ در فلز ایجاد می شود و بدلیل بوجود آمدن حوضچه جوش ، جوشکاری شکل می گیرد .
مزایای استفاده از جوشکاری قوس پلاسما در فرایند جوشکاری فولاد ضد زنگ
- وجود یک قوس سفت و سخت که کنترل بهتری بر روی توان ورودی ایجاد می کند .
- تحمل بالا نسبت به تغییرات نازل و فاصله از قطعه کاری .
- منطقه HAZ باریک تر و سرعت جوشکاری بالاتر
- تحمل بالا نسبت به اشتباهات قبل از شروع کار
استفاده از روش های جوشکاری با استفاده از الکترود مصرفی
استفاده از فرایند جوشکاری قوس الکتریکی گاز فلز ( GMAW ) برای جوشکاری فولاد ضد زنگ
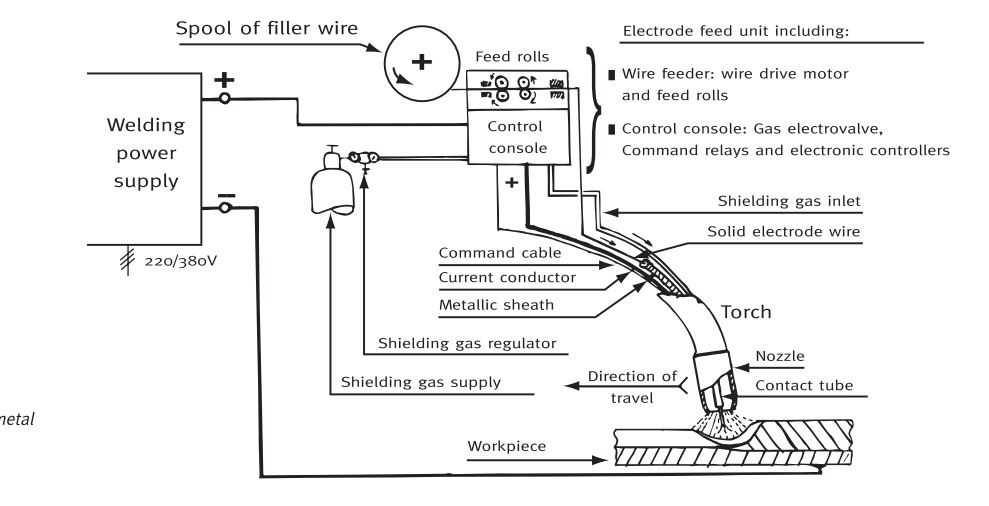
در فرایند GMAW ، که به نام جوشکاری MIG نیز شناخته می شود ، گرمای جوشکاری توسط یک قوس بین قطعه کاری و الکترود مصرفی ، تولید می شود . در فرایند جوشکاری GTAW ، الکترود مصرفی است . در این فرایند از گاز محافظ استفاده می شود . ویژگی های این روش ، ذوب شدن سریع سیم الکترود بدلیل حرارت بالای قوس الکتریکی است .
فولادهای ضد زنگ در این روش با استفاده از جریان DCEP یا DCRP انجام می شود . انبر جوشکاری اکثرا بصورت دستی قابل استفاده است . اما برای توان های بالای جوشکاری در یک جا ثابت نصب می شود .
جوشکاری به روش GMAW بدلیل محافظت منطقه جوش از اکسید شدن نیازمند گاز محافظ است .
استفاده از فرایند جوشکاری قوس الکتریکی تو پودری ( FCAW ) برای جوشکاری فولاد ضد زنگ
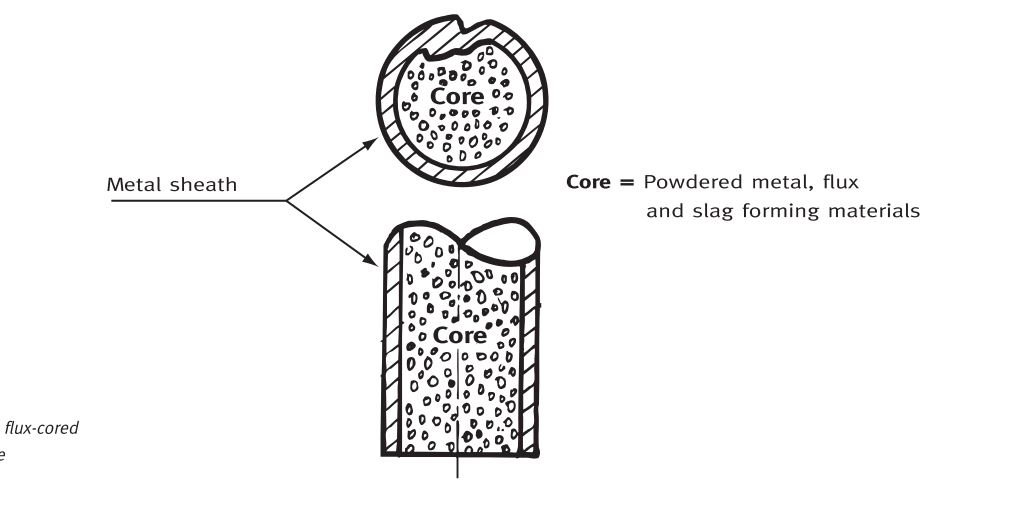
یکی از انواع فرایند های جوشکاری GMAW ، جوشکاری FCAW است . در این فرایند سیم الکترود از جنس فولاد ضد زنگ با مغزی پودر جامد است . مغزی موجود در الکترود از اکسید شدن جلوگیری می کند و همچنین در برخی از انواع الکترود های FCAW که خود محافظ هستند ، گاز محافظ تولید می کند .
تکنیک FCAW ، مزایای متد SMAW را دارا است . پودر موجود در الکترود باعث تولید شدن سرباره می شود و به این ترتیب کارایی جوشکاری را افزایش می دهد . هر دو فرایند FCAW و GMAW دارای لکه جوش یک سایز هستند .
استفاده از فرایند جوشکاری قوس الکتریکی فلز محافظ ( SMAW ) برای جوشکاری فولاد ضد زنگ
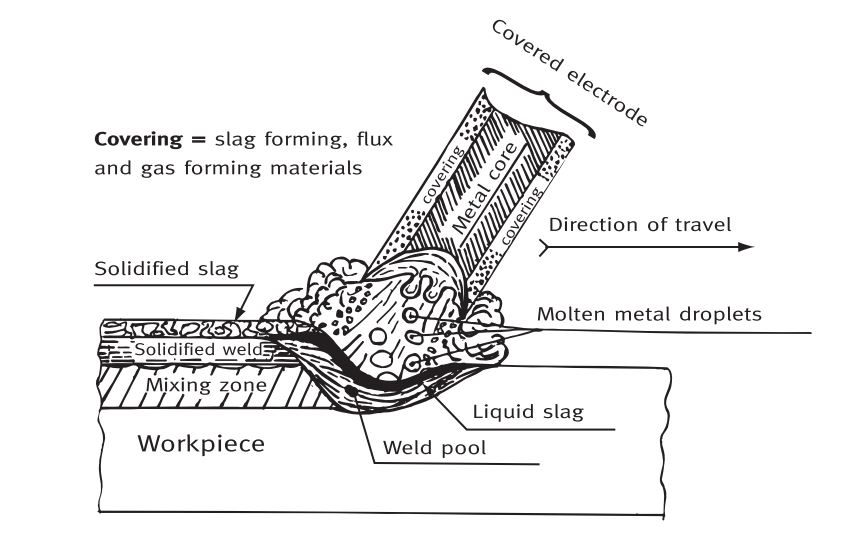
با اینکه فرایند جوشکاری SMAW که با نام MMA نیز شناخته می شود بسیار قدیمی است ، اما بدلیل انعطاف پذیری و سادگی استفاده از آن همچنان پر کاربرد باقی مانده است . الکترود های موجود در این فرایند دارای هسته فلزی با یک لایه از پودر هستند . مغزی موجود در الکترود ها میله سیمی از جنس فولاد ضد زنگ است .
استفاده از جوشکاری قوس الکتریکی SAW برای جوشکاری فولاد ضد زنگ
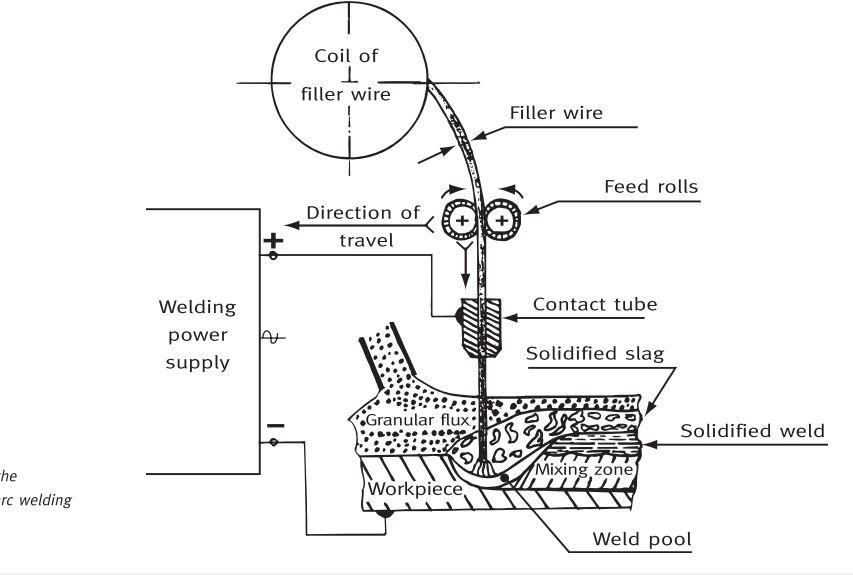
در فرایند های جوشکاری SAW ، گرمای جوشکاری توسط عبور جریان الکتریکی سنگین بین یک یا چند سیم پی در پی ایجاد می شود . این فرایند می تواند بصورت کاملا اتوماتیک یا نیمه اتوماتیک انجام شود . البته در فرایند جوشکاری فولاد های ضد زنگ این کار بصورت کاملا اتوماتیک انجام می شود .
این نوع فرایند برای جوشکاری لب به لب ( butt ) و جوش فیله ( fillet ) مناسب است . جوشکاری SAW اکثرا برای اتصال قطعات سنگین با ضخامت زیاد مناسب است .
استفاده از فرایند جوشکاری زائده ای ( SW ) برای جوشکاری فولاد ضد زنگ
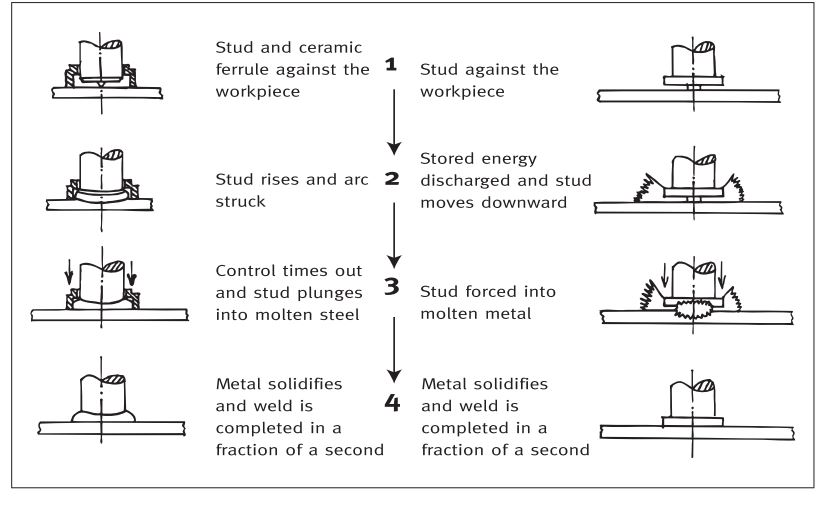
این فرایند جوشکاری بوسیله اتصال یک زائده به قطعه کاری انجام می شود . دو روش مختلف جوشکاری SW عبارتند از ARC و CD . بسیاری از فولادهای ضد زنگ به روش جوشکاری SW قابل انجام هستند . فولادهای ضد زنگ آستنیتیک در این مورد بسیار پر کاربرد هستند .
فرایند های جوشکاری القایی و مقاومتی
جوشکاری مقاومتی نقطه ای ( RSW ) برای جوشکاری فولاد ضد زنگ
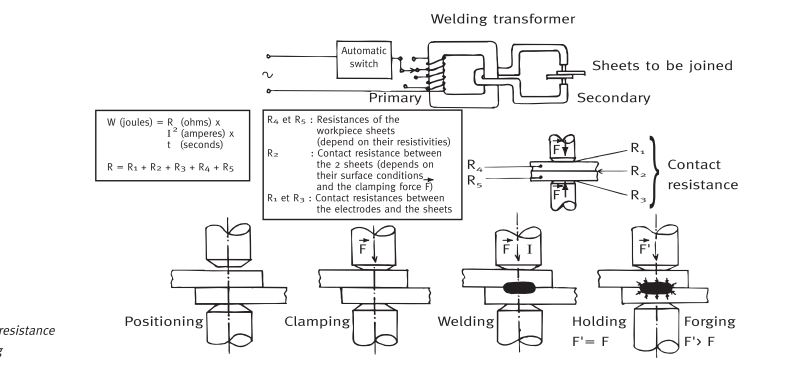
از فرایند RSW برای جوشکاری ورقه های نازک فولادهای ضد زنگ استفاده می شود . ذوب شدن فولاد ضد زنگ در این روش بدلیل مقاومت آن در برابر عبور جریان الکتریکی از قطعه کاری است .
استفاده از فرایند جوشکاری درزی مقاومتی ( RSEW ) برای جوشکاری فولاد ضد زنگ
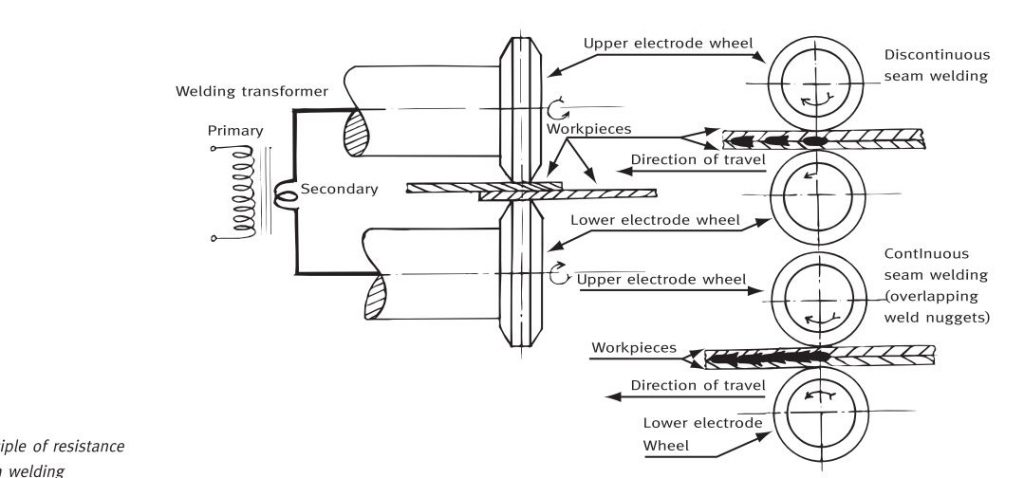
کلیت روش جوشکاری درزی مقاومتی ( RSEW ) مانند جوشکاری نقطه ای است . تفاوت این دو روش این است که جوشکاری RSEW پیوسته انجام می گیرد . همچنین الکترود های این دو روش نیز با یکدیگر متفاوت هستند . در جوشکاری درزی از الکترود های دایره شکل استفاده می شود . فاکتورهای اصلی این نوع جوشکاری ، جریان جوشکاری ، مدت زمان گرم کردن و یک سری پارامترهای جانبی هستند .
مزیت اصلی هر دو روش تغییرات محدود در ناحیه HAZ است .
استفاده از فرایند جوشکاری زائده ای ( PW) برای جوشکاری فولاد ضد زنگ
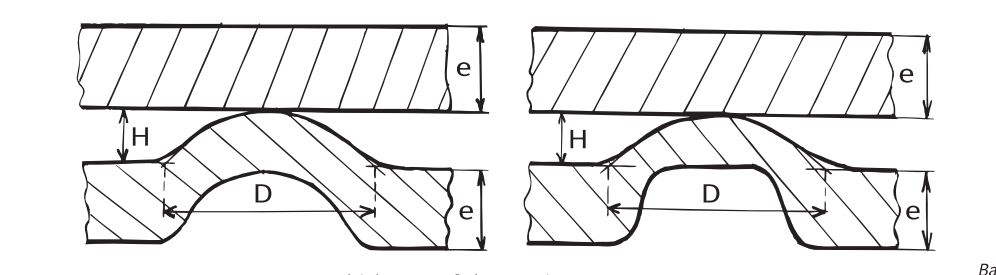
در فرایند جوشکاری PW از یک زائده در یک طرف قطعه کاری یا هر دو طرف آن برای جوش دادن قطعات به یکدیگر استفاده می شود . در جوشکاری PW این زائده اغلب بر روی قطعه ضخیم تر یا با رسانش بالاتر ایجاد می شود .
استفاده از فرایند های جوشکاری الکترولاگ ( Electroslag – ESW ) در جوشکاری فولادهای ضد زنگ
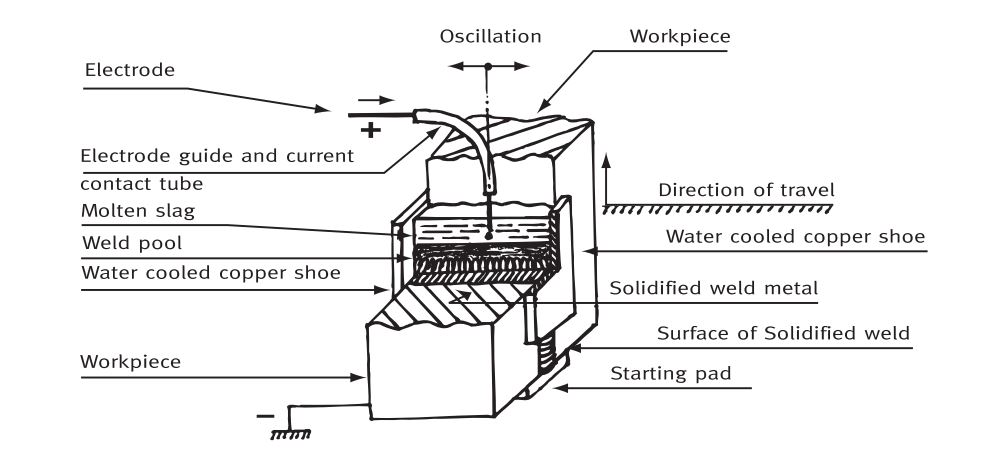
جوشکاری ESW یک فرایند یک مرحله ای است . بیشتر بمنظور اتصال های لب به لب مورد استفاده واقع می شود . اتصال های ضخیم تر از 15 میلی متر می توانند با یک بار عبور از زیر دستگاه جوش انجام شوند . به جز زمان شروع جوشکاری ESW دیگر از قوس الکتریکی استفاده نمی شود . الکترود های مورد استفاده در این روش مصرفی هستند .
استفاده از فرایند جوشکاری جرقه ای ( FW ) در جوشکاری فولادهای ضد زنگ
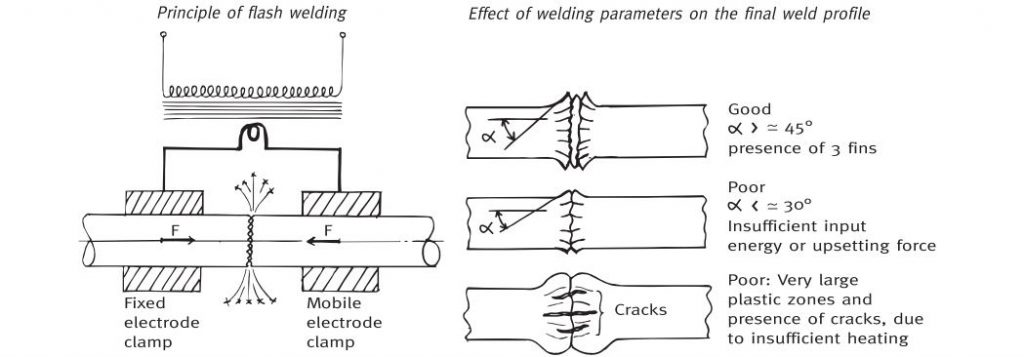
این تکنیک برای جوشکاری محصولات بلند مناسب است . برای مثال میله ها ، تیوب ها و لوله ها از این اقلام محصولات هستند . در این نوع جوشکاری اگر قطعات در فاصله مناسب از یکدیگر نباشند ، جریان تنها از یک سری محدوده های کوچک عبور می کند و تنها برخی از محوطه ها داغ می شود . در این حالت جوشکاری بدرستی شکل نمی گیرد .
پارامترهای مهم در این نوع جوشکاری ( FW ) جریان جوشکاری و ولتاژ جوشکاری هستند . این دو باید به اندازه ای باشند که جرقه بتواند شکل بگیرد .
استفاده از فرایند جوشکاری القایی با فرکانس بالا ( HFIW )
استفاده از جوشکاری HFIW برای جوشکاری و ساخت لوله مناسب است . این فرایند توسط تعداد متعددی رول شکل می گیرد . در این فرایند لبه های ورقه به سمت یکدیگر آورده می شوند و با هم تماس برقرار می کنند .
فرایند های جوشکاری تشعشعی
فرایندهای جوشکاری پرتو لیزری ( LBW ) در جوشکاری stainless steel
استفاده از پرتو لیزر در جوشکاری به این صورت است که یک ناحیه کوچک بدون اینکه در معرض تماس مستقیم قرار گیرد یک چگالی منبع برق بالا به آن وارد می شود . لیزرهای YAG برای جوشکاری فولادهای ضد زنگ نازک مناسب هستند . جوشکاری LBW بیشتر برای تولید تیوب مورد استفاده قرار می گیرد .
فرایند جوشکاری پرتو الکترون ( EBW ) در جوشکاری های stainless steel
این نوع جوشکاری از انرژی موجود در پرتو های با شتاب بالای الکترون استفاده می کند . یک سوراخ در مواد ایجاد می شود و جوشکاری در این شرایط با سرعت 20 متر در دقیقه انجام می شود . EBW می تواند HAZ های با عمق کم یا عمیق ایجاد کند . آلودگی های حاصل از گازهای موجود در حوضچه های جوش در این روش توسط یک دستگاه مکنده از محل جوش پاک می شوند . به این ترتیب یک جوش با کیفیت حاصل می شود .
در این مقاله سعی کردیم تمام روش هایی که می توان به وسیله آن ها فولادهای ضد زنگ را جوش داد، بیان کنیم . از اینکه با ما همراه بودید متشکریم . منتظر شنیدن نظرات شما هستیم .
منابع :worldstainless – .r-techwelding