



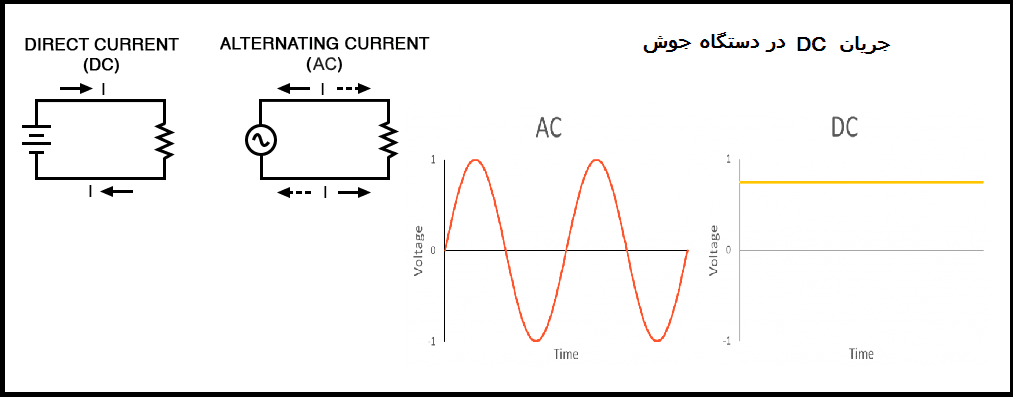
جریان DC در دستگاه جوش و جریان AC در جوشکاری برای مشخص کردن قطبیت جوشکاری بکار برده می شوند. جوشکاری استیک یا به عبارتی جوشکاری stick بر اساس قطب جریان است. جریان مستقیم (DC) در بیشتر کاربردهای جوشکاری استیک استفاده می شود. جریان متناوب (AC) معمولاً فقط به عنوان گزینه دوم استفاده می شود.

نمودار بالا خروجی جوشکاری در قطبیت DC+ و قطبیت DC- را نشان می دهد. همانطور که خطوط ضخیم تر نشان می دهند، خروجی همیشه در حالت پایدار است.
استفاده از جریان DC در دستگاه جوش و یا جوشکاری استیک DC مزایای زیادی نسبت به جوشکاری فولاد با استفاده از AC دارد ، از جمله این مزایا می توان به قوس های نرم و پایدارتر ، شروع راحت تر ، قطع قوس کمتر ، پاشش کمتر و جوشکاری عمودی بالا و جوشکاری سرباری اشاره کرد. قطبیت مثبت DC سطح بالایی از نفوذ به فولاد را فراهم می کند. قطبیت منفی DC منجر به نفوذ کمتر اما میزان رسوب بالاتر می شود. بعضي اوقات براي جلوگيري از سوختن قطعه ، از آن بعنوان مثال، روي ورق نازک استفاده مي شود.
از آنجا که قطبیت AC نیمی از DC مثبت و نیمی DC منفی است ، در حالت وسط قرار دارد ، اگر نمی خواهید DC منفی داشته باشید که باعث نفوذ جوش زیاد می شود ، می توانید جریان AC را انتخاب کنید. جریان AC همیشه به عنوان انتخاب دوم بکار می رود. بیشتر افراد جوشکار نیاز به تغییر قطبیت ندارند زیرا پروژه های خود را بر اساس جریان DC در دستگاه جوش مثبت جلو می برند.
زمانی که از جریان DC در دستگاه جوش استفاده می شود
البته چند موقعیت نیز وجود دارد که از قطبیت AC در آن استفاده می شود. نکته بارز این است که تنها منبع تغذیه موجود فقط دارای خروجی AC است. این نوع منبع تغذیه معمولاً در مورد دستگاه های جوشکاری سطح پایین و ارزان قیمت وجود دارد.
باید گفت که برخی از مشکلات فنی خاص نیز وجود دارد که به دلیل استفاده از قطبیت DC است. هنگام جوشکاری ، قوس الکتریکی شکلی دارد و جوشکار می خواهد آن قوس را به داخل مفصل هدایت کند تا نفوذ کامل بوجود بیاید. وقتی ضربه قوس ایجاد می شود ، قوس به این طرف یا آن طرف می وزد و حرکت می کند.

نمودار بالا خروجی جوشکاری بر روی قطبیت AC را نشان می دهد. توجه داشته باشید که 120 بار در ثانیه ، خروجی جوش از خط مرکزی عبور می کند ، که نشان دهنده آمپراژ صفر یا عدم خروجی است. با بسیاری از الکترودها ، قوس به طور مکرر بر روی قطبیت AC خاموش می شود. برای غلبه بر این امر، برخی از الکترودها دارای عناصری در پوشش خود هستند که باعث می شود تا قوس در هنگام خروج از دوره های کم و بدون خروج مشتعل شود.
یک راه حل موثر برای مشکلات ضربه قوس ، تغییر به قطبیت AC به جای قطبیت DC است. ضربه قوس می تواند ناشی از مغناطیس در ماده در حال جوشکاری باشد یا می تواند توسط جریان قوس القا شود.
از آنجا که قطبیت AC بین قطب مثبت و منفی متناوب است ، باعث جوشکاری قطعات مغناطیسی می شود.

در شکل بالا نوع پوشش الکترودها و جریان عبوری از آن ها مشخص می شود. اگر در یک محفظه در حال جوشکاری هستید و به سمت تقاطعی که خط عمودی پایین می آید فشار می دهید ، دو لبه افقی در گوشه ای به هم می رسند. نیروهای مغناطیسی در رابطه با هندسه مشترک در واقع در آن نقطه یک گودال متلاطم ایجاد می کنند و منجر به مقدار زیادی پاشش می شوند.
یک صنعت خاص که ازجوشکاری استیک AC استفاده می کند در کشتی سازی است ، به ویژه هنگامی که جوشکاری در گوشه ای اتفاق می افتد و ضربه قوس با مشکل مواجه می شود. زمینه دیگر تعمیر و نگهداری است.
آن دسته از پروژه هایی که از جوشکاری استیک AC بیش از هر کس به عنوان گزینه اصلی استفاده می کنند پروزه های تعمیر و نگهداری هستند . جوشکاری تعمیری مستلزم کار روی ماشین هایی است که مغناطیسی شده اند. همچنین ، کارهای تعمیر و نگهداری و تعمیرات می تواند شامل بسیاری از مناطق جوش خورده باشند ، جایی که شما نفوذ زیادی ندارید. “
تغییر قطب AC به منبع تغذیه و الکترود نیاز دارد که هر دو برای راه اندازی AC طراحی شده اند. مجدداً ، چون هر نوع فرآیند تولیدی احتمالاً DC خواهد بود ، اگر به توانایی AC نیاز دارید ، باید آن را مشخص كنید. منبع تغذیه های AC / DC نیز وجود دارد اما در مدل های بالاتر.

در شکل بالا یک جوشکار استیک را می بینید که تنها از قطبیت AC استفاده می کند، اما این نوع قطبیت تنها برای جوشکاری های همه منظوره مانند فولاد و آلیاژهای پایین استیل استفاده می شوند.
جوشکاری استیک از کدام نوع جریان استفاده می کند
با بسیاری از الکترودها ، قوس به طور مکرر بر روی قطبیت AC خاموش می شود. در لحظه سوئیچ ، قوس در واقع خاموش می شود و سپس باید دوباره خود را مستقر کند. الکترودها با عناصر خاصی بصورت پوشش وجود دارند که با قطبیت AC کار می کنند تا قوس را مشتعل نگه دارند.
میله های جوشکاری 6011 دارای پوششی از نوع پتاسیم سلولزی بالا هستند. این میله ها را می توان با قطبیت AC و DC برای جوشکاری تمام موقعیت استفاده کرد. آن ها به ویژه برای جوشکاری فلزهای زنگ زده ، کثیف یا قدیمی یا تعمیرات خارج از محیط های کارگاهی و محل هایی که باد می وزد بسیار خوب کار می کنند. میله های 6011 نسخه AC محبوب ترین الکترود های جوشکاری 6010 برای DC هستند. میله های 6010 دارای پوشش سدیم سلولزی بالا هستند ، که می تواند به عمق نفوذ کند و برای بسیاری از کاربردها در این زمینه استفاده می شود.
هر دو این میله های فریز سریع هستند ، به این معنی که گودال جوش به سرعت از مایع به جامد تغییر می کند و در درجه اول توسط لوله کش ها و جوشکارهای لوله استفاده می شود. اندازه های آن ها متفاوت است ، اما از 1.8 اینچ تا 32/5 اینچ وجود دارند. سایر میله های جوشکاری AC عبارتند از 6013 ، 7018 و 7024 .
میله های 6013 دارای قطبیت AC یا DC همه موقعیتی هستند، از آن ها برای جوشکاری ورق های فلز تمیز و جدید استفاده می شود زیرا نفوذ کمتری دارند اما از طریق فلز نمی سوزند.
میله های جوشکاری 7018 برای جوشکاری لوله و جوشکاری فولادی سازه ای و جوشکاری تعمیراتی استفاده می شوند. این الکترود ها ، معمولاً DC هستند و تمام موقعیتی هستند ومی توان آن ها را با AC نیز استفاده کرد. الکترود جوشکاری 7018 ظاهر جوش مناسب و جوشکاری صاف و محکم را بوجود می آورد. همچنین بر روی فولادهای با مقاومت بالاتر نیز کار می کند.

میله های جوشکاری 7024 ، که معمولاً با نام Jet Rod نیز شناخته می شوند ، در AC جریان خوبی دارند. آن ها میله های جوشکاری همه منظوره هستند که با سرعت رسوب بالا برای جوش های مسطح و افقی مناسب هستند و به طور معمول برای ساخت جوش های بزرگ استفاده می شوند. آن ها محتوای پودر آهن زیادی دارند. از میله های 7024 برای ساخت و سازهای عمومی استفاده می شود ، از جمله شیارهای عمیق و کشتی های بزرگ که میزان رسوب بالا در آن ها لازم است.

دستگاه های جوش AC در مقابل دستگاه جوش DC
هر جریان الکتریکی یا جریان مستقیم (DC) است یا جریان متناوب (AC) است. AC DC اصطلاحاتی هستند که به قطبیت جریان الکتریکی که دستگاه جوش ایجاد می کند و از طریق الکترود عبور می کند ، اشاره دارد.
جریان DC در دستگاه جوش به الکتریسیته ای گفته می شود که در یک جهت ثابت و یا دارای ولتاژ با قطبیت ثابت ، مثبت یا منفی وجود دارد. واحدهای DC معمولا شامل باتری است که اغلب در دستگاه های ولتاژ پایین مانند تلفن های همراه و کنترل از راه دور استفاده می شود.
در جوشکاری ، الکترود منفی (DC) یا جریان مستقیم سرعت رسوب سریع تری را فراهم می کند زیرا ذوب شدن سریعتر الکترود در خلال آن وجود دارد. الکترود مثبت (DC) منجر به نفوذ عمیق تر جوش می شود.
جریان متناوب (AC) برقی است که جهت را به عقب و جلو سوئیچ می کند بنابراین ولتاژ نیز به صورت دوره ای معکوس می شود زیرا جریان تغییر جهت می دهد. AC متداول همان مواردی است که انتظار دارید از پریزهای برق خانه خود ببینید و اغلب در دستگاه های ولتاژ بالاتر مانند لوازم خانگی استفاده می شود. AC قطبیت خود را 120 بار در ثانیه با جریان 60 هرتز تغییر می دهد. قطبیت معکوس (AC) منجر به نفوذ جوش عمیق تر می شود. در جوشکاری AC) ، از آنجا که جریان و میدان مغناطیسی قوس در هر ثانیه چندین بار معکوس می شود ، هیچ خمیدگی خالص قوس وجود ندارد.
5 تفاوت عمده میان جوشکاری AC و DC
تفاوت های مشخصی بین جوشکاری AC و DC وجود دارد ، این موارد عبارتند از:
- اندازه
– ماشین آلات جوش AC نسبت به دستگاه های جوش DC كوچكتر هستند
- وزن
– ماشین آلات جوشکاری AC نسبت به اکثر دستگاه های جوشکاری DC سبک ترند
- ضربه قوس
– استفاده از ماشین آلات جوش AC نسبتاً آسان است در حالی که کار با جوشکاری DC دشوارتر است
- ولتاژ
– ماشین های جوشکاری AC ، افت ولتاژ کمتری دارند ، به این معنی که می توان از آن در مسافت های دورتر استفاده کرد ، در حالی که افت ولتاژ دستگاه DC بیشتر است ، بنابراین باید در فاصله نزدیکتر استفاده شوند.
- قیمت
– ماشین آلات جوشکاری AC معمولاً خیلی گران نیستند ، در حالی که دستگاه جوش DC می تواند گران باشد.
موارد استفاده از جوشکاری AC
از جوشکاری AC می توان برای جوشکاری دو یا چند فلز مغناطیسی استفاده کرد. این کار با جریان DC در دستگاه جوش امکان پذیر نیست. جوشکاری AC برای انواع جوش زیر ایده آل است:
- صفحه سنگین دستی
- پر کردن سریع
- جوشکاری آلومینیوم TIG با استفاده از فرکانس بالا از AC استفاده می کند.
مزیت اصلی استفاده از جوشکاری AC این است که به جوشکارهای متناوب امکان جوشکاری روی مواد مغناطیسی را می دهد. در AC جریان تغییر جهت می دهد و تحت تأثیر مغناطیس قرار نمی گیرد. قوس پایدار مانده و کنترل آن آسان تر است.
جوشکاری AC نیز روش ارجح برای موارد زیر است:
- جوشکاری آلومینیوم به روش TIG ، زیرا جریان از جوشکاری در دمای بالاتر پشتیبانی می کند.
- انجام تعمیرات در ماشین آلات زیرا ماشین آلات معمولاً دارای میدان مغناطیسی شده و قدیمی تر هستند و ممکن است دارای مناطق زنگ زده ای باشد که نگرانی از نفوذ حرارت بالاتر است که می تواند با جریان DC در جوشکاری اتفاق بیفتد.
- جوشکاری درزی در کشتی سازی زیرا تنظیمات فعلی اغلب می تواند از آنچه در جوشکاری DC استفاده می شود بالاتر باشد و نفوذ عمیق تری از فلزات صفحه ای بدست آید.
دو عیب بزرگ استفاده از جوشکاری AC کیفیت جوشکاری است. به دلیل تغییر مداوم جهت جریان ، این روش به آسانی جوشکاری DC نیست و احتمالاً پراکندگی بیشتری وجود دارد.
موارد استفاده از جوشکاری DC
جریان DC در دستگاه جوش بهتر است برای موارد زیر استفاده شود:
- جوشکاری استیک (SMAW)
- جوشکاری سربارd یا عمودی.
- رسوبات سنگین
- لحیم کاری تک کربن.
- فولاد ضد زنگ جوشکاری TIG
به عنوان یک قاعده کلی ، DC برای جوشکاری ترجیح داده می شود زیرا:
- این نوع جوشکاری یک جوش نرمتر ایجاد می کند و به دلیل جهت ثابت خطی جریان ، پراکنده کمتری وجود دارد.
- این نوع جوشکاری یک قوس ثابت و پایدار را ایجاد می کند و از این رو کنترل آن راحت تر و قابل اطمینان تر از جریان AC است.
- ماشین آلاتی که از DC استفاده می کنند به طور کلی ارزان تر و آسان تر برای استفاده هستند.
- این فلزات نازک را بهتر از AC جوش می دهد.
اشکال اصلی استفاده از جوشکاری DC عبارتند از:
- پتانسیل بیشتری برای ضربه قوس وجود دارد.
- DC از طریق شبکه های الکتریکی تأمین نمی شود ، بنابراین برای استفاده از آن ها به یک ترانسفورماتور داخلی برای تغییر جریان از AC به DC نیاز دارند. که استفاده از این روش را گران می کند.
- برای استفاده در آلومینیوم خوب نیست زیرا نمی تواند گرمای شدید لازم را تولید کند.
برای دیدن دستگاه جوش های DC و AC وینر بر روی لینک زیر کلیک کنید:
- دستگاه جوش AC/DC وینر.
منابع :weldingproductivity – cromweld
 دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند) دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند) دستگاه لیزر زنگ زدایی 3000 وات وینر
دستگاه لیزر زنگ زدایی 3000 وات وینر دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰
دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰ دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850
دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850 دستگاه جوش آرگون 250 آمپر 6510 وینر
دستگاه جوش آرگون 250 آمپر 6510 وینر کانکتور نری جوشکاری سایز 25 وینر مدل 1025
کانکتور نری جوشکاری سایز 25 وینر مدل 1025 کانکتور نری جوشکاری سایز 50 وینر مدل 1050
کانکتور نری جوشکاری سایز 50 وینر مدل 1050 کانکتور نری جوشکاری سایز 75 وینر مدل 1075
کانکتور نری جوشکاری سایز 75 وینر مدل 1075 کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025
کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025 کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050
کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050 کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075
کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075 کابل جوش استاندارد سایز 25 وینر مدل 1012
کابل جوش استاندارد سایز 25 وینر مدل 1012 کابل جوش استاندارد سایز 35 وینر مدل 1014
کابل جوش استاندارد سایز 35 وینر مدل 1014 کابل جوش استاندارد سایز 50 وینر مدل 1016
کابل جوش استاندارد سایز 50 وینر مدل 1016 کابل جوش استاندارد سایز 75 وینر مدل 1018
کابل جوش استاندارد سایز 75 وینر مدل 1018 کابل جوش درجه 1 سایز 25 وینر مدل 2012
کابل جوش درجه 1 سایز 25 وینر مدل 2012 کابل جوش درجه 1 سایز 35 وینر مدل 2014
کابل جوش درجه 1 سایز 35 وینر مدل 2014 کابل جوش درجه 1 سایز 50 وینر مدل 2016
کابل جوش درجه 1 سایز 50 وینر مدل 2016 کابل جوش درجه 1 سایز 75 وینر مدل 2018
کابل جوش درجه 1 سایز 75 وینر مدل 2018 انبر اتصال 300 آمپر وینر مدل 007
انبر اتصال 300 آمپر وینر مدل 007 انبر اتصال 500 آمپر وینر مدل 008
انبر اتصال 500 آمپر وینر مدل 008 انبر اتصال 600 آمپر وینر مدل 006
انبر اتصال 600 آمپر وینر مدل 006 انبر جوش 300 آمپر وینر مدل 024
انبر جوش 300 آمپر وینر مدل 024 انبر جوش 450 آمپر وینر مدل 025
انبر جوش 450 آمپر وینر مدل 025 انبر جوش 550 آمپر W-026-550A
انبر جوش 550 آمپر W-026-550A مانومتر اکسیژن وینر طرح زینسر مدل 029OX
مانومتر اکسیژن وینر طرح زینسر مدل 029OX مانومتر استیلن وینر طرح زینسر مدل 030AC
مانومتر استیلن وینر طرح زینسر مدل 030AC مانومتر Co2 وینر طرح زینسر مدل 03۷CO
مانومتر Co2 وینر طرح زینسر مدل 03۷CO مانومتر نیتروژن طرح زینسر وینر مدل W-046N
مانومتر نیتروژن طرح زینسر وینر مدل W-046N مانومتر آرگون طرح زینسر وینر مدل W-047A
مانومتر آرگون طرح زینسر وینر مدل W-047A مانومتر اکسیژن وینر طرح مکسی مدل 0310X
مانومتر اکسیژن وینر طرح مکسی مدل 0310X مانومتر استیلن وینر طرح مکسی مدل 032AC
مانومتر استیلن وینر طرح مکسی مدل 032AC مانومتر Co2 وینر طرح مکسی مدل 039CO
مانومتر Co2 وینر طرح مکسی مدل 039CO مانومتر آرگون وینر طرح مکسی مدل 044A
مانومتر آرگون وینر طرح مکسی مدل 044A مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A
مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A مانومتر استیلن طرح جنرال وینر مدل W-049AC
مانومتر استیلن طرح جنرال وینر مدل W-049AC مانومتر اکسیژن طرح جنرال وینر مدل W-048OX
مانومتر اکسیژن طرح جنرال وینر مدل W-048OX مانومتر CO2 طرح جنرال وینر مدل W-050CO
مانومتر CO2 طرح جنرال وینر مدل W-050CO کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022 کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023 ماسک جوشکاری دستی وینر مدل 001
ماسک جوشکاری دستی وینر مدل 001 دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw
دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw گیره اتصال تمام برنز آمریکایی وینر مدل W-073GE
گیره اتصال تمام برنز آمریکایی وینر مدل W-073GE گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072
گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072 گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071
گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071 شیلنگ دو قلو لاستیکی وینر
شیلنگ دو قلو لاستیکی وینر شیلنگ دوقلوی هوابرش کره ای مارک برجسته
شیلنگ دوقلوی هوابرش کره ای مارک برجسته قرقره سیم پودری کد MIG-E71T-GS
قرقره سیم پودری کد MIG-E71T-GS قرقره سیم جوش Co2 کد MIG-ER70S-6
قرقره سیم جوش Co2 کد MIG-ER70S-6 قرقره سیم جوش استیل Co2 کد MIG-ER308L
قرقره سیم جوش استیل Co2 کد MIG-ER308L قرقره سیم جوش آلومینیوم Co2 کد MIG-ER5356
قرقره سیم جوش آلومینیوم Co2 کد MIG-ER5356 شیشه ماسک شفاف وینر مدل w-70sm
شیشه ماسک شفاف وینر مدل w-70sm شیشه ماسک نور وینر
شیشه ماسک نور وینر ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG
ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG دستگاه بول ماشین زنجیری وینر مدل W 101
دستگاه بول ماشین زنجیری وینر مدل W 101 دستگاه برش ریلی تک مشعل وینر مدل W 102
دستگاه برش ریلی تک مشعل وینر مدل W 102 دستگاه برش ریلی دو مشعل وینر مدل W 103
دستگاه برش ریلی دو مشعل وینر مدل W 103 گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR
گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR سری گرم کن هواگاز نازل H4 وینر مدل W-058NO
سری گرم کن هواگاز نازل H4 وینر مدل W-058NO سری گرم کن هواگاز نازل H5 وینر مدل W-057NO
سری گرم کن هواگاز نازل H5 وینر مدل W-057NO نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016
نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016 نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017
نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017 نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018
نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018 نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019
نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019 نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020
نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020 نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021
نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021 کلاهک مسی طرح زینسر وینر مدل 002K
کلاهک مسی طرح زینسر وینر مدل 002K سوزن 4 عددی طرح زینسر وینر مدل 004S
سوزن 4 عددی طرح زینسر وینر مدل 004S فلش بک دو سر شلنگ خور وینر مدل 015
فلش بک دو سر شلنگ خور وینر مدل 015 سرپیک هوا برش وینر طرح زینسر مدل 033BO
سرپیک هوا برش وینر طرح زینسر مدل 033BO سرپیک هوا برش وینر طرح مورکس مدل 035BO
سرپیک هوا برش وینر طرح مورکس مدل 035BO سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO
سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO سرپیک برش وینر طرح ویکتور مدل w-090gw
سرپیک برش وینر طرح ویکتور مدل w-090gw سرپیک هوا جوش وینر طرح گلور مدل 037JO
سرپیک هوا جوش وینر طرح گلور مدل 037JO
