


جوشکاری قوس الکتریکی فلزی فرایند پیوستن دو قطعه فلزی با استفاده از الکترود پوشاننده شار است که در یک قوس الکتریکی ذوب شده و تبدیل به یک قطعه ذوب شده از قطعات می شود. در این مقاله استفاده از میله های جوشکاری شده با روکش شار و دستگاه جوشکاری جعبه کراکر نوع ساده ترانسفورماتور توضیح داده خواهد شد.
جوشکاری قوس الکتریکی چیست؟
جوشکاری قوس الکتریکی روکش دار یک روش جوشکاری قوس دستی است که در آن گرمای لازم برای جوشکاری توسط قوس ایجاد شده بین الکترود هدر رفته روکش شده و قطعه کار ایجاد می شود. نوک الکترود ، حمام جوش ، قوس و مناطقی از قطعه کار در نزدیکی دستگاه جوشکاری در برابر ضربه خطرناک جو توسط گازهای ایجاد شده در نتیجه سوختن و جداسازی مواد پوشش محافظت می شود. سرباره ایجاد شده توسط مواد پوششی ذوب شده ، محافظت بیشتری را ب
رای فلز جوش ذوب شده در حمام جوش ایجاد می کند. فلز اضافی (فلز پرکننده) توسط سیم اصلی الکترود جوشکاری هدر رفت و غبار فلزی موجود در پوشش الکترود در برخی الکترودها تأمین می شود. قوس الکتریکی روکش دار به دلیل فواید آن ، متداول ترین روش جوشکاری در اتصال فلزات است.
مراحل انجام جوشکاری قوس الکتریکی به دسته های زیر تقسیم می شود
فرآیند جوشکاری قوس الکتریکی محافظ را درک کنید
هنگامی که یک جریان از یک شکاف هوا عبور می کند ، یک قوس الکتریکی در نوک میله جوش الکتریکی تشکیل می شود و از طریق فلزی که در حال جوشکاری است ادامه می یابد.
مراحل ایجاد جوش موفقیت آمیز را یاد بگیرید
جوشکاری چیزی بیش از کشیدن یک میله جوشکاری بر روی یک تکه فولاد و چسباندن آن به قطعه دیگر نیست. این فرآیند با مناسب و ایمن کردن قطعات کار یا فلز برای فرآیند جوشکاری در کنار هم شروع می شود. برای قطعات ضخیم تر، ممکن است بخواهید یک مخروط را خرد کنید تا مهره های بعدی در شیار قرار گیرند تا آن را به طور کامل با یک جوش جامد پر کنید. مراحل ایجاد جوش الکتریکی موفقیت آمیز عبارتند از:
1- قوس را بزنید. این فرآیند جوشکاری ایجاد قوس الکتریکی بین الکترود و قطعه کار است. اگر الکترود جوشکاری به سادگی امکان عبور جریان مستقیم از قطعه کار را فراهم کند ، گرمای کافی تولید نمی شود تا فلز را با هم ذوب و فیوز کند.
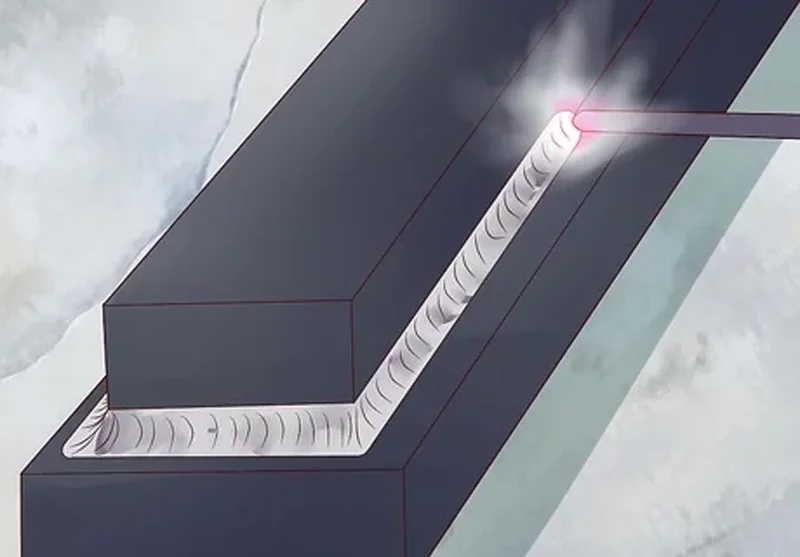
2- قوس را برای ایجاد مهره حرکت دهید . مهره فلزی از الکترود جوشکاری ذوب است که به همراه فلز مذاب از فلز پایه جریان می یابد تا فضای بین قطعاتی که با جوش به هم وصل می شوند را پر کند.
3- مهره جوش الکتریکی را شکل دهید. این کار با بافتن قوس به جلو و عقب در مسیر جوش یا با حرکت زیگ زاگ یا شکل 8 انجام می شود تا فلز به پهنای مورد نظر شما برسد.
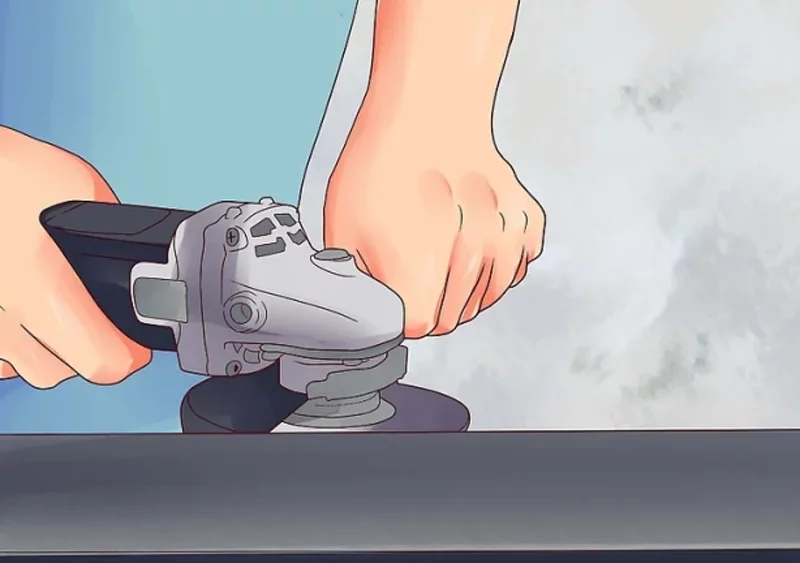
4- جوش الکتریکی بین پاس ها را خرد کرده و مسواک بزنید. هر بار که یک پاس را کامل کردید ، یا از یک انتها به انتهای دیگر از جوش خود حرکت کردید ، می توانید سرباره یا همان مواد شار الکترود جوشکاری ذوب شده را از سطح مهره جوش جدا کنید تا فقط فلز مذاب تمیز جوش را پر کند.
وسایل و مواد لازم برای شروع جوشکاری را جمع کنید
این یعنی دستگاه جوشکاری، الکترود جوشکاری ، کابل و گیره و فلزی که باید جوش داده شود
یک محل کار ایمن ترجیحاً با یک میز ساخته شده از فولاد یا سایر مواد غیر قابل اشتعال تنظیم کنید
برای تمرین آموزش جوشکاری، چند قطعه از فولاد ملایم ، حداقل 3 ⁄ 16 اینچ (0.5 سانتی متر) ضخامت مناسب خواهد بود.
فلز را برای جوشکاری قوس الکتریکی آماده کنید
اگر این فلز از دو قطعه تشکیل شده است که در فرآیند جوشکاری باید به آنها متصل شود ، ممکن است نیاز باشد که آنها را با سیقل دادن لبه ای باریک در طرفین که قرار است به هم بپیوندید ، مقدمات جوشکاری آنها را فراهم کنید. این باعث می شود تا نفوذ کافی در قوس الکتریکی وجود داشته باشد تا هر دو طرف را به حالت مذاب در آیند ، بنابراین فلز پرکننده از طریق ضخامت مقطعی فلز پیوند می خورد. حداقل ، شما باید هرگونه رنگ ، گریس ، زنگ زدگی یا سایر آلودگی ها را حذف کنید تا در هنگام جوشکاری با یک قطعه تمیز از فلز مذاب کار کنید.
گیره ها وصل کنید تا قطعات فلزی خود را در کنار هم نگه دارید
انبردستهای نوع قفل ، گیره های “C” ، گیره های پروانه یا لودر معمولاً کار می کنند. در پروژه های مختلف در آموزش جوشکاری ممکن است به این ابزار ها نیاز پیدا کنید.
گیره را به قسمت بزرگی از قطعه که در آن جوش داده شده وصل کنید
اطمینان حاصل کنید که یک مکان تمیز وجود داشته باشد تا جوش الکتریکی با حداقل مقاومت در محل مورد نظر تکمیل شود. زنگ زدگی یا رنگ در قطعه در کار شما اختلال ایجاد میکند و ایجاد قوس هنگام شروع جوشکاری را دشوار می کند.
میله و دامنه آمپر مورد نیاز را برای کار خود انتخاب کنید
الکترود جوشکاری را در نگهدارنده الکترود قرار دهید (به آن استینگر گفته می شود) و مطمئن شوید که ماده رسانای گیره استینگر در انتهای الکترود و روی فلز تمیز قرار دارد.
دستگاه جوشکاری را روشن کنید
استینگر را در دست غالب خود از دسته عایق آن نگه دارید، و میله را در حالتی نگه دارید که با ضربه زدن به نوک آن در مقابل صفحه ای که در حال جوشکاری آن هستید به همان اندازه طبیعی حرکت کند.
نکته
هرگز بدون محاقظت از چشمان خود، قوس الکتریکی نزنید.
نقطه جوش خود را انتخاب کنید
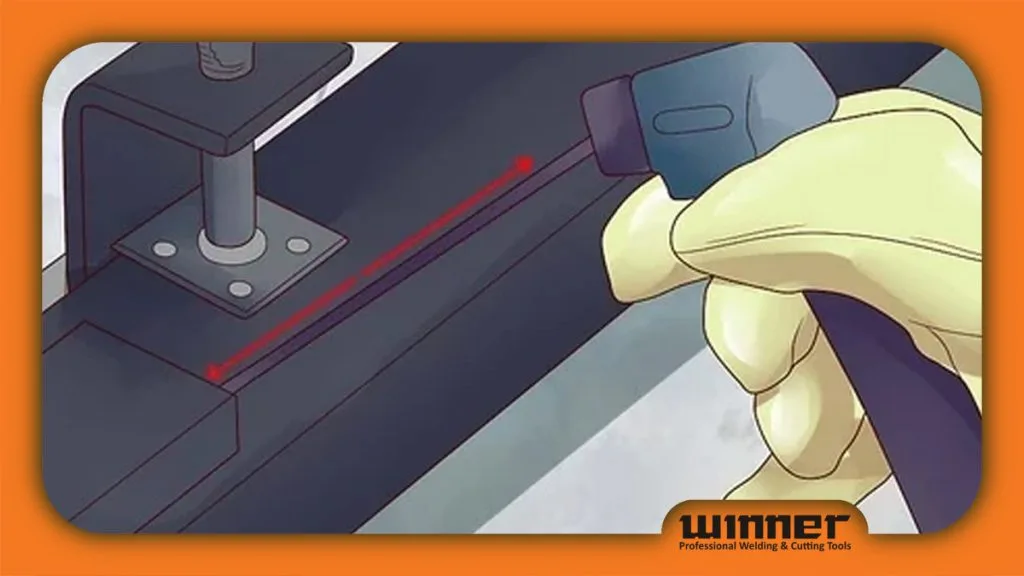
الکترود جوشکاری را بر روی سطح فلز زده و هنگام مشاهده قوس الکتریکی ، آن را کمی عقب بکشید. در طول حمام جوش خود با الکترود حرکت دهید تا زمانی که بتوانید یک قوس الکتریکی ثابت را حفظ کنید. با یک سرع ثابت و مطایق با مسیری که می خواهید جوش دهید، حرکت کنید.
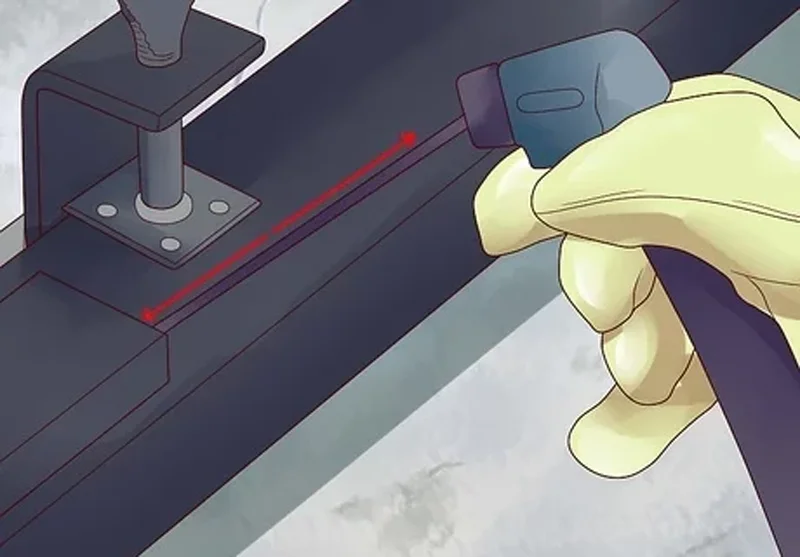
با حرکت الکترود طول جوشکاری قوس الکتریکی خود را حفظ کنید
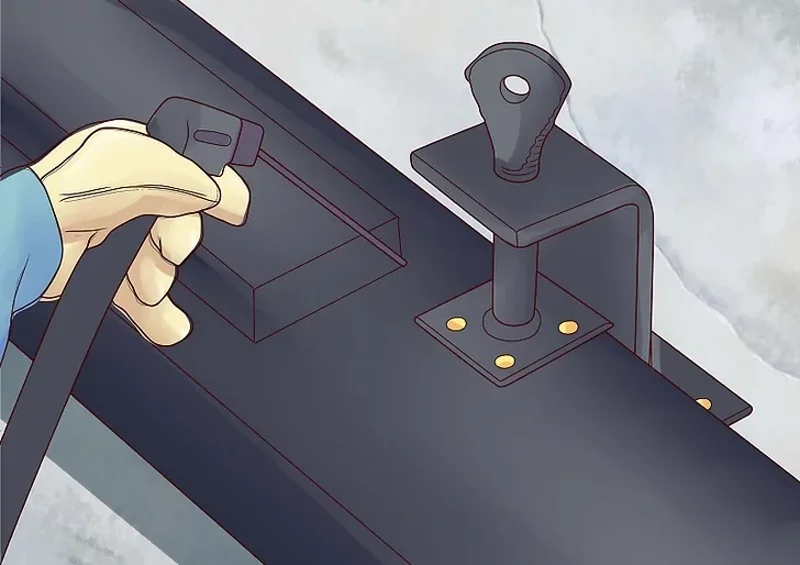
حرکت الکترود جوشکاری را با حرکت گسترده انجام دهید تا یک مهره پهن تر ایجاد شود.جریان خروجی جوشکار خود را متناسب با موادی که در حال جوشکاری و میزان نفوذ قوس الکتریکی مناسب هستند تنظیم کنید. مهره جوش تمام شده خود را تمیز کنید و با یک پرایمر کناسب برای جلوگیری از زنگ زدگی رنگ کنید تا از خوردی آن محافظت شود.
 دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند) دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند) دستگاه لیزر زنگ زدایی 3000 وات وینر
دستگاه لیزر زنگ زدایی 3000 وات وینر دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰
دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰ دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850
دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850 دستگاه جوش آرگون 250 آمپر 6510 وینر
دستگاه جوش آرگون 250 آمپر 6510 وینر کانکتور نری جوشکاری سایز 25 وینر مدل 1025
کانکتور نری جوشکاری سایز 25 وینر مدل 1025 کانکتور نری جوشکاری سایز 50 وینر مدل 1050
کانکتور نری جوشکاری سایز 50 وینر مدل 1050 کانکتور نری جوشکاری سایز 75 وینر مدل 1075
کانکتور نری جوشکاری سایز 75 وینر مدل 1075 کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025
کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025 کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050
کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050 کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075
کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075 کابل جوش استاندارد سایز 25 وینر مدل 1012
کابل جوش استاندارد سایز 25 وینر مدل 1012 کابل جوش استاندارد سایز 35 وینر مدل 1014
کابل جوش استاندارد سایز 35 وینر مدل 1014 کابل جوش استاندارد سایز 50 وینر مدل 1016
کابل جوش استاندارد سایز 50 وینر مدل 1016 کابل جوش استاندارد سایز 75 وینر مدل 1018
کابل جوش استاندارد سایز 75 وینر مدل 1018 کابل جوش درجه 1 سایز 25 وینر مدل 2012
کابل جوش درجه 1 سایز 25 وینر مدل 2012 کابل جوش درجه 1 سایز 35 وینر مدل 2014
کابل جوش درجه 1 سایز 35 وینر مدل 2014 کابل جوش درجه 1 سایز 50 وینر مدل 2016
کابل جوش درجه 1 سایز 50 وینر مدل 2016 کابل جوش درجه 1 سایز 75 وینر مدل 2018
کابل جوش درجه 1 سایز 75 وینر مدل 2018 انبر اتصال 300 آمپر وینر مدل 007
انبر اتصال 300 آمپر وینر مدل 007 انبر اتصال 500 آمپر وینر مدل 008
انبر اتصال 500 آمپر وینر مدل 008 انبر اتصال 600 آمپر وینر مدل 006
انبر اتصال 600 آمپر وینر مدل 006 انبر جوش 300 آمپر وینر مدل 024
انبر جوش 300 آمپر وینر مدل 024 انبر جوش 450 آمپر وینر مدل 025
انبر جوش 450 آمپر وینر مدل 025 انبر جوش 550 آمپر W-026-550A
انبر جوش 550 آمپر W-026-550A مانومتر اکسیژن وینر طرح زینسر مدل 029OX
مانومتر اکسیژن وینر طرح زینسر مدل 029OX مانومتر استیلن وینر طرح زینسر مدل 030AC
مانومتر استیلن وینر طرح زینسر مدل 030AC مانومتر Co2 وینر طرح زینسر مدل 03۷CO
مانومتر Co2 وینر طرح زینسر مدل 03۷CO مانومتر نیتروژن طرح زینسر وینر مدل W-046N
مانومتر نیتروژن طرح زینسر وینر مدل W-046N مانومتر آرگون طرح زینسر وینر مدل W-047A
مانومتر آرگون طرح زینسر وینر مدل W-047A مانومتر اکسیژن وینر طرح مکسی مدل 0310X
مانومتر اکسیژن وینر طرح مکسی مدل 0310X مانومتر استیلن وینر طرح مکسی مدل 032AC
مانومتر استیلن وینر طرح مکسی مدل 032AC مانومتر Co2 وینر طرح مکسی مدل 039CO
مانومتر Co2 وینر طرح مکسی مدل 039CO مانومتر آرگون وینر طرح مکسی مدل 044A
مانومتر آرگون وینر طرح مکسی مدل 044A مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A
مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A مانومتر استیلن طرح جنرال وینر مدل W-049AC
مانومتر استیلن طرح جنرال وینر مدل W-049AC مانومتر اکسیژن طرح جنرال وینر مدل W-048OX
مانومتر اکسیژن طرح جنرال وینر مدل W-048OX مانومتر CO2 طرح جنرال وینر مدل W-050CO
مانومتر CO2 طرح جنرال وینر مدل W-050CO کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022 کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023 ماسک جوشکاری دستی وینر مدل 001
ماسک جوشکاری دستی وینر مدل 001 دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw
دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw گیره اتصال تمام برنز آمریکایی وینر مدل W-073GE
گیره اتصال تمام برنز آمریکایی وینر مدل W-073GE گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072
گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072 گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071
گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071 شیلنگ دو قلو لاستیکی وینر
شیلنگ دو قلو لاستیکی وینر شیلنگ دوقلوی هوابرش کره ای مارک برجسته
شیلنگ دوقلوی هوابرش کره ای مارک برجسته قرقره سیم پودری کد MIG-E71T-GS
قرقره سیم پودری کد MIG-E71T-GS قرقره سیم جوش Co2 کد MIG-ER70S-6
قرقره سیم جوش Co2 کد MIG-ER70S-6 قرقره سیم جوش استیل Co2 کد MIG-ER308L
قرقره سیم جوش استیل Co2 کد MIG-ER308L قرقره سیم جوش آلومینیوم Co2 کد MIG-ER5356
قرقره سیم جوش آلومینیوم Co2 کد MIG-ER5356 شیشه ماسک شفاف وینر مدل w-70sm
شیشه ماسک شفاف وینر مدل w-70sm شیشه ماسک نور وینر
شیشه ماسک نور وینر ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG
ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG دستگاه بول ماشین زنجیری وینر مدل W 101
دستگاه بول ماشین زنجیری وینر مدل W 101 دستگاه برش ریلی تک مشعل وینر مدل W 102
دستگاه برش ریلی تک مشعل وینر مدل W 102 دستگاه برش ریلی دو مشعل وینر مدل W 103
دستگاه برش ریلی دو مشعل وینر مدل W 103 گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR
گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR سری گرم کن هواگاز نازل H4 وینر مدل W-058NO
سری گرم کن هواگاز نازل H4 وینر مدل W-058NO سری گرم کن هواگاز نازل H5 وینر مدل W-057NO
سری گرم کن هواگاز نازل H5 وینر مدل W-057NO نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016
نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016 نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017
نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017 نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018
نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018 نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019
نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019 نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020
نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020 نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021
نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021 کلاهک مسی طرح زینسر وینر مدل 002K
کلاهک مسی طرح زینسر وینر مدل 002K سوزن 4 عددی طرح زینسر وینر مدل 004S
سوزن 4 عددی طرح زینسر وینر مدل 004S فلش بک دو سر شلنگ خور وینر مدل 015
فلش بک دو سر شلنگ خور وینر مدل 015 سرپیک هوا برش وینر طرح زینسر مدل 033BO
سرپیک هوا برش وینر طرح زینسر مدل 033BO سرپیک هوا برش وینر طرح مورکس مدل 035BO
سرپیک هوا برش وینر طرح مورکس مدل 035BO سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO
سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO سرپیک برش وینر طرح ویکتور مدل w-090gw
سرپیک برش وینر طرح ویکتور مدل w-090gw سرپیک هوا جوش وینر طرح گلور مدل 037JO
سرپیک هوا جوش وینر طرح گلور مدل 037JO

با سلام و خسته نباشید.چقدر عالی و خوب .
من به جرات بگم اگر چنین قدرت معلومات و استدلال در توضیح و سلیقه در اجرا و جمع بندی و گرد آوری کارشناسان جوش و راه اندازی چنین وبلاگی را کلیه شغلها و تکنسینها در وبلاگشون رعایت میکردند و دست از کپی از روی هم بر میداشتند .امروز بار فنی و آموزشی ما بالاتر از این بود .
و در نتیجه سطح اخلاق حرفه ای هم بالاتر میرفت
ممنون نظر لطف شماست