قطب مثبت و منفی در دستگاه جوش و کاربردهای آن
شاید تصور کنید که کار جوشکاری یک کار ساده و پیش پا افتاده است ، اما باید بدانید که برای اینکه جوشکار خوبی شوید باید اطلاعات کافی و با کیفیتی در این زمینه داشته باشید . یکی از عبارت هایی که در این عرصه زیاد به گوش شما خواهد خورد ، جریان جوشکاری است . مطمئنا روی دستگاه های جوشکاری کلمه های AC یا DC را دیده اید ، این کلمه ها مشخص کننده قطب جریان ، در دستگاه های جوشکاری است . همچنین آن ها با عنوان قطب مثبت و منفی در دستگاه جوش نیز شناخته می شوند .
قطب مثبت و منفی در دستگاه جوشکاری
مدار الکتریکی که هنگام روشن شدن دستگاه جوشکاری بوجود می آید دارای قطب مثبت و منفی است . به این ویژگی قطب مثبت و منفی دستگاه جوش می گویند . قطب در جوشکاری از اهمیت بالایی برخوردار است . دلیل این امر این است که قطب مثبت و قطب منفی در قدرت و کیفیت جوش تاثیر می گذارد . انتخاب قطب غلط سبب پاشش زیاد جوش ، نفوذ بد جوش و کنترل ناصحیح قوس جوشکاری می شود .
قطب مستقیم و معکوس در جوشکاری به چه معناست
قطب مستقیم و معکوس ، اصطلاحات رایج قطب منفی الکترود و قطب مثبت الکترود هستند . جریان جوشکاری با قطب مثبت الکترود ( قطب معکوس ) سبب نفوذ بالای جوش می شود . در حالی که قطب منفی الکترود ( قطب مستقیم ) دارای مزیت سرعت بالای ذوب شدن است . همچنین باید به این نکته توجه داشت که گازهای محافظ نیز تاثیر بسزایی در جوشکاری دارند .
جریان AC و جریان DC به چه معناست
کلمه AC مخفف عبارت Alternating Current و به معنای جریان متناوب است و کلمه DC مخفف عبارت Direct Current و به معنای جریان مستقیم است . جریان متناوب جهت جریان خود را تغییر می دهد در حالی که جریان مستقیم تنها در یک جهت جریان پیدا می کند . با توجه به همه این توضیحات ، دستگاه های جوشکاری و الکترود هایی که دارای برچسب یا لیبل DC هستند ، دارای قطب ثابت هستند . همچنین دستگاه های جوشکاری و الکترود هایی که دارای برچسب AC هستند ، 120 بار در ثانیه با جریان 60 هرتز قطب خود را عوض می کنند .
جریان های AC و DC چه تاثیری در جوشکاری دارند
در جوشکاری الکترود دستی ( SMAW ) بصورت گسترده ای از DC استفاده می شود . دلیل این کار فواید بی شماری است که جریان DC دارد . جوشکاری با استفاده از جریان DC ، دارای قوس های نرم تر و پایدار تر است . پاشش جوش بسیار کم تر است . همچنین جوشکاری عمودی به سمت بالا و جوشکاری سرباری با استفاده از این جریان دارای پیچیدگی کم تری است . البته ذکر این نکته خالی از لطف نیست که افرادی که در زمینه جوشکاری تازه وارد هستند و به تازگی وارد این عرصه شده اند ، جریان AC گزینه مناسب تری برای آن ها خواهد بود . همچنین دستگاه های جوشکاری که از جریان AC استفاده می کنند ، مقرون بصرفه تر و کم هزینه تر هستند . از جریان AC در ساخت و ساز کشتی نیز استفاده می شود . بطور کلی کاربرد جریان AC در زمینه هایی است که قوس زیاد تغییر می کند و جابجا می شود .
قطب مثبت DC و قطب منفی DC در جوشکاری به چه معناست
باید بدانید که علاوه بر تفاوت جوشکاری با توجه به جریان جوشکاری ، یک تفاوت دیگر در جوشکاری با توجه به قطب مثبت و منفی الکترود جوشکاری نیز وجود دارد . قطب مثبت DC ، باعث نفوذ بالای جوش در فولاد می شود ، در حالیکه قطب منفی DC ، نفوذ کم تری در جوش دارد اما نرخ رسوب آن بالاتر است و در ورقه های فلزی نازک کاربرد دارد . از آنجایی که AC نیمه مثبت و نیمه منفی است ، ویژگی های جوشکاری آن دقیقا در نیمه قطب مثبت و منفی DC است . برخی از افراد جوشکار برای ممانعت از نفوذ عمیق مانند کارهای تعمیراتی در فلزات زنگ زده از AC استفاده می کنند .
شناخت درست جریان جوشکاری و قطب برای انجام صحیح پروژه های جوشکاری امری مهم است . باید نوع فلز ، شرایط جوشکاری ، سطح نفوذ و نرخ رسوب را در انتخاب جریان های DC و AC و قطب مثت و منفی الکترود مد نظر قرار دهید . هر چه این فاکتورها را بیشتر بشناسید کار جوشکاری راحت تر می شود .
تفاوت بین قطب مستقیم و قطب معکوس در جوشکاری قوسی
همانطور که گفته شد منابع برق جوشکاری قوسی می توانند دو حالت AC یا DC داشته باشند . حال در جوشکاری قوسی ، فلز پایه به یک خروجی متصل است و الکترود به خروجی دیگر متصل است . تحت حضور همین اختلاف پتانسیل ، جریان پیوسته الکترون ها بین این دو خروجی ، سبب ایجاد قوس می شود . بر اساس اتصالات ، منبع DC ، می تواند طبق لیست زیر دو قطب بوجود آورد :
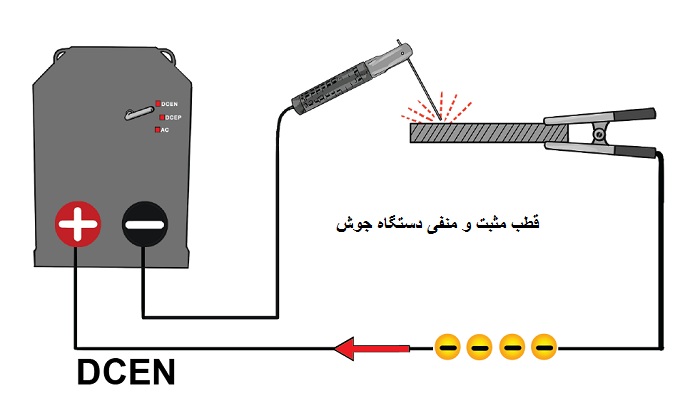
- جریان مستقیم قطب مستقیم ( DCSP ) : این عبارت با نام جریان مستقیم الکترود منفی ( DCNE) نیز شناخته می شود . زمانی که الکترود به خروجی منفی منبع برق متصل باشد و فلز پایه به خروجی مثبت متصل باشد به آن DCSP گفته می شود .
- جریان مستقیم قطب معکوس ( DCRP ) : این عبارت با نام جریان مستقیم الکترود مثبت ( DCEP ) نیز شناخته می شود . زمانی که فلز پایه به خروجی منفی منبع برق متصل باشد و الکترود به خروجی مثبت منبع متصل باشد به آن DCRP گفته می شود .
تفاوت های بین قطب مثبت و منفی دستگاه جوش
- قطب منفی: الکترود به ترمینال منفی منبع برق متصل است و فلزات پایه به خروجی مثبت دستگاه جوش متصل هستند
قطب مثبت : فلزات پایه به خروجی منفی منبع برق دستگاه جوش متصل هستند و الکترود به خروجی مثبت متصل است . - قطب منفی : تحت اختلاف پتانسیل کافی ، الکترون ها از نوک الکترود آزاد می شوند و به سطح صفحه پایه ضربه می زنند.
قطب مثبت : الکترون ها از سطح فلز پایه آزاد می شوند و به سطح الکترود ضربه می زنند - قطب منفی : 2/3 گرمای قوسی تولید شده در نزدیک صفحه پایه تولید می شود و مابقی نزدیک به نوک الکترود تولید می شود .
قطب مثبت : 2/3 گرمای قوسی تولید شده در نوک الکترود تولید می شود و مابقی نزدیک به صفحه پایه تولید می شود . - قطب منفی : همجوشی مناسب فلز پایه به راحتی حاصل می شود. بنابراین فقدان همجوشی و عدم نقص نفوذ را از بین می برد.
قطب مثبت : با توجه به گرمای کم تولید شده در صفحه پایه ، تلفیقی ناقص در صفحه رخ خواهد داد . - قطب منفی : در زمینه الکترود های مصرفی ، نرخ رسوب فلز فیلر و پر کننده کم است .
قطب مثبت : نرخ رسوب فلز پر کننده بسیار بالا است . - قطب منفی : ولتاژ قوس و پایداری قوس به موادی که با آن کار می کنند بستگی ندارد .
قطب مثبت : ولتاژ قوس و پایداری قوس به شدت به موادی که با آن کار می کنند بستگی دارد . - قطب منفی : کار تمیز کردن قوس ( تمیز کردن اکسید ) ضعیف است .
قطب مثبت : کار تمیز کردن قوس خوب است . - قطب منفی : اگر سطوح قبل از عمل جوشکاری به درستی تمیز نشوند ، نقوص جوش افزایش می یابد .
قطب مثبت : با توجه به عملیات موفق آمیز تمیز کردن قوس ، احتمال نقص جوش کاهش می یابد . - قطب منفی : DCSP باعث اعوجاج بالا و منطقه HAZ وسیع تری در قطعات جوش می شود .
قطب مثبت : اعوجاج با DCRP کم است و همچنین منطقه HAZ باریک تر است . - قطب منفی : DCSP مناسب جوشکاری ورقه های نازک نیست .
قطب مثبت : DCSP مناسب جوشکاری مورقه های نازک است . - قطب منفی : فلزات با دمای ذوب بالا ( مانند فولاد ضد زنگ ، تیتانیوم ) بصورت مناسبی با DCSP به یکدیگر متصل می شوند .
قطب مثبت : فلزات با دمای ذوب پایین ( مانند مس ، آلومینیوم ) بطور مناسبی با DCSP به یکدیگر متصل می شوند .
از اینکه در این مقاله با ما همراه بودید متشکریم. منتظر نظرات و پیشنهادات شما هستیم .





با سلام
من یک سوال داشتم خدمت شما،
آیا قطب مثبت یا منفی دستگاه جوش برق دارد اگر دارد مقدار آن چقدر است آیا مقدار جریان آن میتواند فازمتر را روشن کند؟
ممنون میشوم جواب من را بدهید.
با سلام
بله برق دارد ولی دستگاه جوش با دستگاه جوش متفاوت هستش اغلب حدودا بین 35 ولت الی 95 ولت در حالت بی باری میباشد و بستگی به نوع فازمتر شما دارد .
سلام برای جوشکاری از برق شهر کابل جوش (کابلی که به آن الکترود وصل میشه) بهمثبت وصل میشه یا منفی
سلام دوست گرامی
با شماره های شرکت تماس بگیرید تا همکاران راهنماییتون کنن
به هردو میتواند وصل شود اما معمولا به منفی وصل میشود بالا توضیح داده شده که هر کدام جه نتیجه ای در جوشکاری دارد
سلام.ترانس های جوشکاری به این صورت عمل میکنند که آمپر خروخی را بالا میبرند اما وقتی آمپر را بالا میبرند به همان نسبت ولتاژ را کم میکنند ،برق ورودی ۲۲۰ ولت و ۲۵ آمپر هست وقتی شما روی ترانس تنظیم میکنید که خروجی امپر ۱۰۰ باشه ولتاژ خروجی ۵۵ ولت میشه.
فازمتر برای روشن شدن با ولتاژ کم چیزی نشون نمیده چون برای ولتاژ ۲۲۰ طراحی شده.
باسلام دو سوال داشتم
1-وقتی آمپر دستگاه 127 است ولتاژ آن چقدر است؟
2-وقتی جای مثبت و منفی رو عوض میکنیم که الکترود بیشتر یا کمتر مصرف بشود کدام دستگاه بیشترین کاربرد رادارد؟دیزل-رکتی فایر یا ترانسهای معمولی؟
با تشکر از جواب شما
سلام و احترام
با شرکت تماس بگیرید کارشناسان ما راهنماییتون میکنن
سلام قطب مثبت ومتفی اینورترجوشکاری وینرراچگونه تشخیص دهیم علامت+،-نداردفقط یکی قرمز ودیگری مشکی است
سلام و احترام
با شرکت تماس بگیرید کارشناسان ما راهنماییتون میکنن
قرمز مثبت
مشکی منفی
سلام وقت بخیر
بسیار مطلب خوب و آموزنده ای هست وفقط یه تیکه از مطلب نادرست تحلیل شده در مورد خواص قطبیت ها چون مبنا قطبیت انبر هست با توجه به انبر مثبت و انبر منفی عرض میکنم یه مقداری از مطالب اشتباه ثبت شده لطفا مجددا بررسی گردد
در انبر مثبت ۲/۳ حرارت در قطعه میباشد و مصرف الکترود کمتر میشود
در انبر منفی ۲/۳ حرارت در الکترود میباشد و مصرف الکترود زیاد به طبع نفوذ کم حاصل میشود و برای جوشکاری ورق های نازک مناسب میباشد طبق مطلب گفته شده
تقاضای بررسی مجدد مطلب را دارم
با تشکر احسان ساعیان
سلام وقت بخیر
ممنون از توجه شما
حتما بررسی و اصلاح میشه
سپاس
احسنت به شما. داشتم میخوندم دیدم یه جاهایی انگار برعکسه. چون خودم هم جوش خوندم هم یه عمره کار جوشکاری میکنم.برام جالب بود یکی خونده و حواسش هست.
سلام من به دستگاه لینکن دی سی ۱۰۰۰ دارم میشه الکترودهای معمولی ۶۰۱۳ یا ۷۰۱۸ باهاش جوش داد میشه راهنماییم کنید لطفا
سلام دوست گرامی
برای مشاوره یا راهنمایی با شماره شرکت تماس بگیرید
02166705010
سبام و با تشکر،
محتوا عالی و قانع کننده برای مبتدی و ماهر. و دارای سطح علمی درخورد سایت
سپاسگزار شما