




جوشکاری برای اتصال صحیح قطعات فلزی به هم ضروری است. روشهای مختلفی برای جوشکاری وجود دارد. یکی از محبوبترین روشها، جوشکاری Co2 است. در جوشکاری Co2 از یک الکترود سیمی استفاده میشود، این الکترود از طریق تورچ تغذیه شده و توسط فرایند قوس الکتریکی ذوب خواهد شد. در این روش جوشکاری از گاز Co2 بعنوان گاز محافظ برای ایجاد محافظت از جوش در برابر آلودگی جوی استفاده میشود. جوشکاری Co2 یکی از آسانترین روشهای جوشکاری است. در این مقاله همراه ما باشید تا به معرفی جوشکاری Co2 پرداخته و سپس گام به گام آموزش جوشکاری Co2 همراه فیلم آموزشی را به شما بیاموزیم. از این راهنما می توانید به عنوان نقطه آغازی در عرصه جوشکاری استفاده کنید. جوشکاری مهارتی است که نیاز به تمرین و تکرار زیاد در طول زمان دارد. تا زمانی که تکه ای آهن مقابل خود نداشته باشید و تورچ جوش را در دستان خود نگیرید نمی توانید پیشرفت کنید.
تاریخچه جوشکاری Co2
جوشکاری CO2 در دهه 1940 توسعه یافت. با گذشت 60 سال از ابداع آن، هنوز هم قواعد پایه ای آن مانند گذشته پابرجاست. جوشکاری MIG از یک قوس الکتریکی برای ایجاد اتصال کوتاه بین یک آند تغذیه شده مداوم (تورچ جوشکاری تغذیه شده سیمی) و یک کاتد (فلزی که در حال جوش است) استفاده می کند.
چند سال پیش نام کامل جوشکاری فلز با گاز بی اثر، جوشکاری میگ (Metal Inert Gas)، یا جوشکاری Co2 بود،اما الان جوشکاری میگ و جوشکاری مگ هر دو زیرشاخهای از جوشکاری قوس فلزی با گاز ( GMAW) هستند و تغییر نام داده شدند. البته همچنان جوشکاری GMAW میان مردم جا نیفتاده است. جوشکاری MIG یا جوشکاری Co2 یک اصطلاح جا افتاده در این عرصه است.
جوشکاری Co2 چیست؟
جوشکاری Co2 یک فرایند همه کاره برای جوش دادن قطعات نازک و ضخیم است. در این فرایند یک قوس بین انتهای الکترود و قطعه ایجاد میشود. به کمک تورچ این قوس ذوب شده و یک حوضچه جوش تشکیل میشود. الکترود یا سیم جوش، هم بعنوان منبع گرما و هم بعنوان فیلر برای اتصال جوش کمک میمیکند. گرمای حاصل از اتصال کوتاه، همراه با گاز غیر واکنشی (بی اثر) بطور محلی فلز را ذوب می کند . به آن ها اجازه می دهد تا با هم مخلوط شوند. پس از رفع گرما ، فلز شروع به خنک شدن می کند و جامد می شود و قطعه جدیدی از فلز ذوب شده را تشکیل می دهد. حوضچه جوش از اتمسفر اطراف توسط گاز محافظ Co2 محافظت میکند. در اغلب موارد، جوشکاری Co2 یک فرایند نیمه اتوماتیک محسوب میشود، زیرا تغذیه سیم و طول قوس، باید توسط منبع تغذیه کنترل میشود، اما سرعت حرکت و موقعیت سیم جوش، تحت کنترل دستی قرار دارد.
مزایای جوشکاری Co2
- کارایی بالا: جوشکاری CO2 خروجی تمیزتری نسبت به سایر جوش ها دارد. در نتیجه وقت کم تری برای تمیز کردن و صیقل دادن قطعه بعد از جوش خواهید داشت.
- صرفه جویی در هزینه: خرید دستگاه جوش CO2 از نظر ریالی مقرون بصرفه تر از سایر دستگاه ها است.
- یادگیری آسان: یکی از مزیت های جوش کاری MIG یادگیری آسان آن است. کافی است آموزش جوشکاری co2 را دنبال کنید تا ایرادات و ابهامات شما رفع شود.
- کیفیت بالا: جوشکاری MIG از گاز محافظ برای محافظت قطعه از اتمسفر استفاده می کند.
- تطبیق پذیری: جوشکاری MIG از آنجایی بسیار مفید است که از آن می توانید برای جوشکاری انواع مختلف فلزات استفاده کنید. فولاد کربن، فولاد ضد زنگ ، آلومینیوم ، منیزیم ، مس ، نیکل ، برنز سیلیکون و آلیاژهای دیگر.
دستگاه جوشکاری Co2 چگونه کار می کنند؟
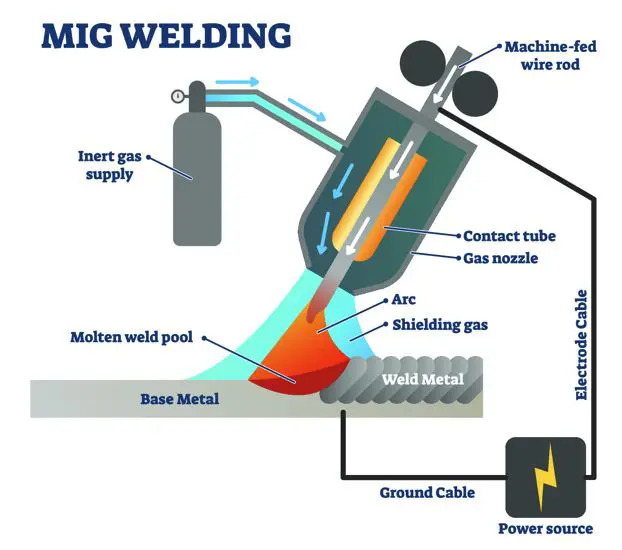
دستگاه جوشکاری Co2 از یک منبع تغذیه ولتاژ ثابت برای ایجاد قوس الکتریکی استفاده میکند. همچنین فلز را به طور مداوم از طریق تورچ جوشکاری ذوب میکند. همزمان، یک گاز بی اثر از مخنز دستگاه جوش Co2 استخراج میشود و به سمت تورچ جریان مییابد و به گاز محافظ کمک میکند تا بطور یکنواخت از حوضچه جوش در برابر ناخالصیها و آلودگیهای جو محیط، محافظت کند.
معرفی دستگاه جوش Co2
اگر به تازگی وارد دنیای جوشکاری شدید، ابزار جوش و برش وینر به شما دستگاه جوش CO2 دبل پالسی 5010 را پیشنهاد میدهد. این دستگاه قیمت مقرون بصرفه ای داشته و علاوه بر جوشکاری CO2، جوشکاری آرگون، جوش برق و قابلیت جوشکاری با سیم توپودری را هم داراست. دستگاه جوش CO2 5010 وینر قابلیت جوشکاری ورقههای نازک زیر 10 میلیمتر را داراست. همچنین در ساخت آن تمامی استانداردهای بین المللی رعایت شده و توانستهایم استانداردهای CE, ICE, ISIRI را کسب کنیم. صفحه نمایش دیجیتال دستگاه جوش CO2 امکانات بینظیری را برای کاربریهای متفاوت ایجاد کرده است. ایمنی این دستگاه بالا بوده و دارای کابل ارت است. دستگاه جوش CO2 از قابلیت دبل پالس برخوردار است. این قابلیت موجب کاهش پاشش، ایجاد جوش تمیز و نرخ بالای رسوب خواهد شد.
اجزای دستگاه جوش CO2
دستگاه جوش Co2 از اجزای مختلفی تشکیل شده است. تمامی این اجزا در کنار هم منجر به ایجاد عملکرد منحصر بفرد در دستگاه میشوند. در ادامه تمامی اجزای دستگاه جوش Co2 را به تفضیل بررسی میکنیم.
واحد تغذیه سیم
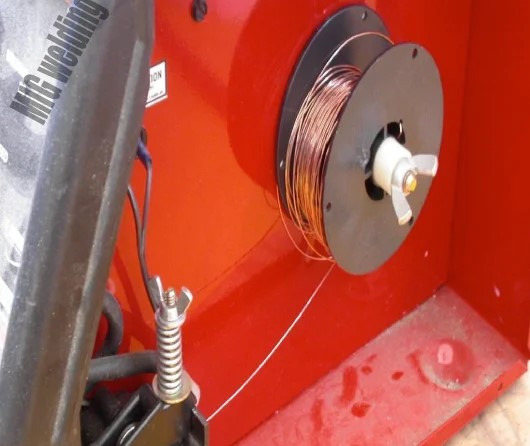
در داخل دستگاه جوش یک قرقره سیم و یک سری غلطک پیدا خواهید کرد که سیم را به سمت تورچ جوش ارسال می کند. اگر در جمع شدن سیم به هر دلیلی مشكل ایجاد شود (این اتفاق هر از گاهی روی می دهد) باید این قسمت از دستگاه را بررسی كنید. قرقره بزرگ سیم را باید با مهره تنشی نگه داشت. مهره باید به اندازه کافی محکم باشد که بتواند از حلقه زدن قرقره جلوگیری کند. اما آنقدر محکم نباشد که غلطکها نتوانند سیم را از قرقره بیرون بکشند. اگر سیم را از قرقره دنبال کنید، می بینید که از مجموعه ای از غلطک ها عبور می کند که سیم را از رول بزرگ بیرون می کشد.

تورچ جوشکاری Co2
تورچ جوشکاری مهمترین قسمت دستگاه جوش Co2 است. بیشتر فرآیند جوشکاری در این قسمت انجام میشوند. تورچ از ماشه ای تشکیل شده است که جریان سیم و جریان برق را کنترل می کند. سیم با نوک مس قابل تعویض هدایت می شود که برای هر نوع کار جوش بصورت خاص ساخته شده است. نوک ها در اندازه متفاوتی هستند تا متناسب با قطر هر سیم شما در جوشکاری استفاده شوند. قسمت بیرونی نوک تورچ جوشکاری توسط یک درپوش سرامیکی یا فلزی پوشانده شده است که از الکترود محافظت می کند و جریان گاز را از نوک تورچ هدایت خواهد کرد.
آموزش راه اندازی تورچ CO2 و نصب فنر تفلون برای جوشکاری آلومینیوم + فیلم آموزشی
سیلندر گاز در دستگاه جوش CO2
با فرض اینکه شما از جوش محافظت شده با جوشکار MIG استفاده می کنید، یک مخزن گاز در پشت MIG وجود خواهد داشت. مخزن شامل 100٪ آرگون است یا ترکیبی از CO2 و آرگون است. این گاز در عین حال که تشکیل می شود ، از جوش در برابر آب و هوا و جو محیطی محافظت می کند. بدون گاز جوشهای شما قهوه ای بنظر می رسد، پراکنده است و به طور کلی خیلی خوب نیست. شیر اصلی مخزن را باز کنید و مطمئن شوید مقدار کافی گاز در مخزن وجود دارد. میزان گاز باید بین 0 تا 2500 PSI در مخزن باشد و بسته به نوع تنظیم کار و نوع تورچ جوشکاری مورد استفاده ، باید بین 15 تا 25 PSI تنظیم شود. بعد از اینکه سیم، از غلطک ها عبور کرد، به مجموعه ای از شیلنگ ها که به تورچ جوش منتهی می شوند، ارسال می شوند. شیلنگ ها دارای الکترود شارژ شده و گاز آرگون هستند.

این یک قاعده خوب است که همه دریچه ها را به اندازه نیم دور یا بیشتر باز کنید. باز کردن دریچه تا زمانی که مخزن تحت فشار زیاد قرار نداشته باشد باعث شکستن دریچه نمی شود. منطق پشت این امر به گونهای است که اگر شخصی نیاز به خاموش کردن سریع گاز در مواقع اضطراری داشته باشد، دیگر مجبور نیست وقت خود را صرف خاموش کردن دریچه ای کند که کاملاً باز است. این امر در خصوص آرگون یا CO2 خیلی چالش بزرگی به نظر نمی رسد، اما هنگامی که با گازهای قابل اشتعال مانند اکسیژن یا استیلن کار می کنید، می بینید که در صورت بروز شرایط اضطراری ممکن است به دردسر بیفتید.
گیره اتصال به زمین در دستگاه جوش CO2
انبر اتصال به زمین در مدار به عنوان کاتد (-) است و مدار بین کار جوش، تورچ جوش و پروژه را کامل می کند. برای اتصال گیره اتصال یا باید مستقیماً به قطعه فلزی که در حال جوشکاری است و یا بر روی یک میز جوش فلزی مانند آنچه در تصویر زیر قرار دارد چسبانده شود.

نکات ایمنی هنگام جوشکاری CO2 یا MIG
جوشکاری MIG می تواند یک فرایند بسیار ایمن باشد به شرط اینکه تمامی نکات ایمنی مهم را رعایت کنید. در آموزش جوشکاری co2 به بررسی این نکات پرداخته می شود. فولاد گالوانیزه را جوش ندهید. فولاد گالوانیزه حاوی یک پوشش روی است که هنگام سوختن ، گازهای سرطان زا و سمی تولید می کند. قرار گرفتن در معرض این مواد ممکن است منجر به مسمومیت با فلزات سنگین (لرزهای جوش) شود – علائمی مانند آنفولانزا که می تواند برای چند روز پایدار باشد، اما می تواند صدمات دائمی نیز ایجاد کند. این یک شوخی نیست. چه بسیار افرادی که از روی ندانم کاری این کار را انجام داده اند و اثرات سوء آن را تحمل می کنند. از آنجا که جوشکاری میگ گرما و نور زیادی را ایجاد میکند، باید برای محافظت از خود اقدامات لازم را انجام دهید.
معرفی تجهیزات ایمنی جوشکاری CO2
برای حفاظت از خودمان در برابر خطر جوشکاری co2 ابتدا باید تجهیز شویم. تجهیزات ایمنی جوشکاری co2 متنوع است. نوری که توسط هر نوع جوش قوس الکتریکی ایجاد می شود، بسیار روشن است. اگر از خود محافظت نكنید، چشم و پوست شما را درست مانند خورشید خواهد سوزاند. در ادامه به بررسی تمامی این تجهیزات می پردازیم.
ماسک جوشکاری
اولین چیزی که شما در جوشکاری Co2 به آن نیاز دارید ماسک جوشکاری است. بهتر است از یک ماسک جوشکاری خودکار تیره استفاده کنید. اگر فکر می کنید اغلب با فلز کار می کنید، این ماسک ها واقعاً مفید هستند. ماسک های دستی احتیاج دارد که سر خود را پشت آن مخفی کنید و یا نیاز به استفاده از یک دست آزاد برای پایین کشیدن ماسک دارید. ماسک خودکار این امکان را به شما می دهد تا هر دو دست خود را برای جوشکاری استفاده کنید و نگران ماسک نباشید. علاوه بر محافظت از خود، به محافظت از دیگران در برابر نور جوشکاری Co2 نیز فکر کنید و در صورت امکان از یک صفحه جوش استفاده کنید تا یک محدوده دور خود بسازید. هر کسی که به این نور نگاه می کند باید در برابر آن از خود محافظت کند.

دستکش مخصوص جوشکاری CO2
دستکش مخصوص بپوشید تا در برابر لکه های فلز مذاب پرتابی از قطعه کار به سمت خود محافظت کنید. برخی از افراد دستکش های نازک را برای جوشکاری co2 دوست دارند. به کمک دستکش های نازک می توانید کنترل زیادی روی کار داشته باشند. برای جوشکاری MIG می توانید هر نوع دستکش را که با آن احساس راحتی می کنید بپوشید. دستکش چرم نه تنها پوست شما را از گرمای حاصل از جوشکاری محافظت می کنند بلکه باعث محافظت پوست شما در برابر اشعه ماوراء بنفش تولید شده توسط جوشکاری می شوند. حتی اگر قصد دارید فقط یک دقیقه جوشکاری کنید، باز هم استفاده از تجهیزات ایمنی جوشکاری Co2 ضروری است زیرا سوختگی ماوراء بنفش سریع اتفاق می افتد.
روپوش جوشکاری Co2
یکی دیگر از تجهیزات ایمنی جوشکاری Co2 روپوش است. بهتر است که از روپوش مخصوص استفاده کنید تا از بدن خود در برابر جرقههای دستگاه جوش در امان بمانید. اگر قصد ندارید روپوش چرم بپوشید، حداقل مطمئن شوید که لباسهای ساخته شده از پنبه، چرم و یا پشم هستند. الیاف پلاستیکی مانند پلی استر و ریون هنگام تماس با فلز مذاب ذوب می شوند و شما را می سوزانند.
کفش جوشکاری Co2
کفش هایی که انگشتان پای شما در آن ها باز است پای شما را کامل نمی پوشاند، را هرگز استفاده نکنید . فلز داغ اغلب مستقیماً به زمین می افتد و از سوراخ های بالای کفش، پا را می سوزاند . فلز مذاب + پلاستیک ذوب شده از کفش، اگر روی پای شما بیفتد دچار سوختگی شدیدی خواهد شد. در صورت داشتن کفش یا چکمه های چرمی، آن ها را بپوشید یا کفش خود را با چیزی غیر قابل اشتعال بپوشانید تا از این اتفاق جلوگیری کنید.
پروتکل های ایمنی جوشکاری Co2
قبل از انجام جوشکاری Co2 حتماً تمامی پروتکلهای ایمنی را رعایت کنید. برای این کار بهتر است که مراحل زیر را انجام دهید:
- از لباس محافظ استفاده کنید: استفاده از ماسکهای تنفسی مناسب که مطابق با استانداردها باشد، باعث محافظت شما در برابر جرقه گاز co2 خواهد شد. از محافظت کامل چشمها اطمینان حاصل کنید. همچنین باید از لباسهای مقاوم در برابر شعله استفاده کنید. از پوشیدن پارچههایی از جنس الیاف مصنوعی بپرهیزید.
- مواد قابل اشتعال را دور نگه دارید: مایعات و گازهای قابل اشتعال مانند حلالها، بنزین، پروپان یا قوطیهای حاوی گاز را از محیط کار دور کنید. این مواد در صورت قرار گرفتن در معرض جرقه یا حرارت، مشتعل خواهند شد.
- فضای جوشکاری باید تهویه داشته باشد:
- از جمله خطرات جوشکاری، دودهای خطرناکی است که ایجاد می کند و نباید آن را تنفس کنید. اگر می خواهید مدت زمان طولانی در به جوشکاری بپردازید حتما در محلی که تهویه مناسب دارد، جوشکاری را انجام دهید. از کار کردن در مناطق کوچک با گردش هوای ناکافی خودداری کنید. بخارات سمی میتوانند به سرعت جمع شوند و خطراتی را برای سلامتی ایجاد کنند. علاوه بر این، وجود مواد قابل احتراق در نزدیکی حرقهها میتواند منجر به انفجار شود. از ماسک یا دستگاه تنفس استفاده کنید.
- کپسول آتش نشانی داشته باشید: در مواضع اضطراری وجود یک کپسول آتش نشانی در کارگاه جوشکاری ضروری است تا در صورت بروز مشکل و آتش سوزی به سرعت بتوانید اقدام یک اطفای حریق را در کنار درب خروجی کارگاه خود نگه دارید. CO2 بهترین نوع برای جوشکاری است. خاموش کننده های آب در مغازه جوشکاری ایده خوبی نیستند زیرا در اطراف شما پر از سیم برق است.
فیلم آموزشی جوشکاری CO2 به صورت مرحله به مرحله
قبل از شروع جوشکاری، تمامی موارد و نکات ایمنی را رعایت کنید تا هیچ مشکلی پیش نیاید. همچنین اطمینان حاصل کنید که همه تنظیمات در دستگاه جوش و روی قطعه مورد نظر برای جوشکاری به درستی تنظیم شده اند.
آماده سازی دستگاه جوش CO2
برای جوشکاری میگ مگ باید فنر تعویض شود. برای جوشکاری با سیم جوش کربنی نیاز به این هست که فنر تورچ از جنس فلزی باشد. اما برای جوشکاری با سیم جوش آلومنیومی نیاز به فنر فلزی نیست و باید فنر تورچ از جنس تفلون باشد. بررسی کنید که دریچه گاز محافظ باز باشد و حدود 20 پا و 3 ساعت خروجی از رگولاتور داشته باشید. دستگاه جوش باید روشن باشد، گیره مخصوص اتصال به میز جوشکاری یا قطعه فلزی به طور مستقیم متصل باشد. باید سرعت سیم و تنطیمات برق بدرستی انجام شده باشد. میتوانید از طریق فیلم آموزشی زیر به صورت کامل آموزش را مشاهده نمایید.
آموزش راه اندازی تورچ CO2 و تعویض فنر فلزی و نصب قرقره سیم جوش
آماده سازی قطعه فلزی
هنگامی که نازل جوشکاری میگ را در دست گرفتید، اگر فقط ماشه تورچ را فشار داده و آن را به قطعه کار تماس دهید تا جوشکاری انجام شود؛ نتیجه خوبی نخواهید گرفت. اگر می خواهید جوش قوی و تمیز داشته باشید، 5 دقیقه زمان برای تمیز کردن فلز خود و خرد کردن لبه هایی که به آن وصل شده، صرف کنید. رعایت این موارد به شما کمک میکند تا جوش تمیز را ایجاد کنید. با ایجاد دو شیار در لبه های اتصال، یک دره کوچک برای شکل گیری استخر جوش ایجاد می شود. انجام این کار برای جوش های لب به لب (وقتی دو چیز به هم وصل شده و به هم جوش می شوند) ایده خوبی است.

در جوشکاری Co2 چگونه یک جوش خوب ایجاد کنیم؟
پس از آماده کردن دستگاه جوش و آماده كردن قطعه فلز خود، زمان آن است كه توجه خود را به جوشكاري معطوف کنید.
اگر این اولین بار است که جوشکاری انجام می دهید، می توانید قبل از جوشاندن دو قطعه فلز با یکدیگر، فقط یک لکه جوش را تمرین کنید. شما می توانید این کار را با گرفتن یک تکه قراضه و جوش دادن آن در یک خط مستقیم روی سطح آن انجام دهید. این کار را چند بار قبل از شروع جوشکاری انجام دهید تا بتوانید احساس درستی از روند کار داشته باشید و بفهمید که از چه سیم و چه تنظیمات برقی می خواهید استفاده کنید.
هر فرایند جوش تنظیمات متفاوتی دارد، بنابراین باید این تنظیمات را خودتان تشخیص دهید. اگر از قدرت کم استفاده کنید نمی توانید بدرستی قطعه را جوش دهید و اگر هم از توان زیاد استفاده کنید خود قطعه ذوب خواهد شد. پیدا کردن بهترین حالت، نیاز به تمرین و تلاش زیاد دارد.
تصاویر زیر چند جوش مختلف را نشان می دهند که روی صفحه ¼ اینچ گذاشته شده اند. برخی قدرت بیش از حد دارند و برخی دیگر می توانستند کمی قدرتمند تر باشند. برای دانستن این مفاهیم به تصاویر دقت کنید. در ادامه به معرفی اقسام جوش میپردازیم.

اقسام مختلف شکل جوش
- جوش محکم : این نوع جوش سر راست ترین اقسام شکل خروجی جوش است. در این روش تورچ جوش را به روش کشیدن یا هل دادن در محلی که باید جوش داده شود می کشیم. شکل خروجی این نوع جوش غالبا نازک تر از انوع دیگر اقسام خروجی جوش است، بطور میانگین می توان جوش های ایجاد شده با این روش را قابل قبول برشمرد.
- شبیه حرف e انگلیسی: این شکل از جوش، عمومی ترین و پرطرفدارترین شکل آن است. برای اینکه این جوش را تولید کنید، تورچ جوش را به شکل دایره های کوچک پشت سر هم بر روی قطعه بچرخانید. اگر قطعه ای که با آن کار می کنید ضخامت زیادی دارد، این نوع جوشکاری بهترین کارایی را خواهد داشت.
- شبیه حرف v در انگلیسی: برای داشتن این شکل جوش مانند مرحله قبل عمل کنید، اما نوک الکترود را گوشه به گوشه حرکت دهید تا شکل حرف v ایجاد شود.

ابتدا یک لکه جوش را با حدود یک اینچ یا دو اینچ شروع کنید. اگر هر یک از جوش ها را طولانی مدت انجام دهید ، قطعه کار در آن منطقه گرم می شود و می تواند پیچ خورده یا به خطر بیفتد، بنابراین بهتر است زمان کمی جوشکاری را در یک نقطه انجام دهید، به مکان دیگری بروید و بعد دوباره برگردید تا آنچه را که در آن محل، جا مانده است به پایان برسانید.
اشتباهات رایج در قدرت دستگاه جوش Co2
اگر روی قطعهای که کار میکنید، سوراخ هایی دیده میشود، یعنی قدرت دستگاه شما بیش از حد است و در حال آب کردن یا ذوب کردن قطعه هستید.
اگر در جوش های شما شکاف ها شکل می گیرد سرعت سیم یا تنظیمات برق بسیار کم است. تورچ یک مقداری سیم را از نوک خود تغذیه می کند، سپس با قطعه تماس برقرار می کند اما بدون تشکیل جوش مناسب آن ها را ذوب می کند.
اینکه چه زمانی جوش بدرستی انجام شده است برای شما سخت نخواهد بود زیرا جوشهای شما شروع به تشکیل ظاهر خوب و یکدست می کنند. همچنین می توانید با توجه به صدای جوش از عملکرد صحیح خود اطمینان حاصل کنید. باید صدایی شبیه صدای وز وز مداوم زنبور بشنوید.
برای جوش CO2 دو قطعه به یکدیگر آماده شوید
هنگامی که روش خود را روی مقداری قراضه آزمایش کردید، وقت آن است که جوش واقعی را انجام دهید. در این عکس فقط یک جوش لب به لب ساده را روی یک قطعه مشاهده می کنید.

برای انجام جوشکاری Co2 تورچ جوشکاری را می گیریم و حرکت زیگ زاگی را در بالای قسمت ظاهری انجام می دهیم. ایده آل این است که جوشکاری را از پایین به بالای قطعه انجام دهیم و نوک تورچ را به سمت جلو هل دهیم. با این وجود این راه همیشه یک راه خوب برای شروع یادگیری نیست. در ابتدا راحت باشید و زیاد به خود سخت نگیرید. در هر جهت یا موقعیتی که راحت هستید و تسلط دارید، جوشکاری co2 را انجام دهید.
بعد از اینکه جوشکاری را تمام کردید ممکن است جایی را ببینید که جوش بدرستی شکل نگرفته است، می توانید به این محل برگردید و دوباره جوش را انجام دهیم تا قطعات به درستی به یکدیگر متصل شوند.
قطعه جوش خورده به روش میگ را تمیز کنید
اگر به ظاهر جوش اهمیتی نمی دهید، پس، جوشکاری شما انجام شده و همه چیز تمام است. آموزش جوشکاری co2 پایان پذیرفت. با این حال، اگر جوش شما در جایی است که قابل رویت است یا اگر می خواهید جوش انجام شده زیبا به نظر برسد، توصیه ما به شما این است که محل جوش خود را صیقل دهید و صاف کنید.
دستگاه سنگ فرز را بر روی یک زاویه تنظیم کنید و شروع به صاف کردن روی جوش کنید. خواهید دید که چرا ارزش آن را دارد که جوش های خود را مرتب نگه دارید. اگر یک جوش ساده و مرتب انجام داده باشید ، برای تمیز کردن ظاهر آن نیاز به زمان زیادی ندارید. اما اگر جوش ایجاد شده کمی کثیف است، باید زمان بیشتری را صرف صیقل دادن کنید.

هنگام نزدیک شدن به سطح جوش اصلی، مراقب باشید و با احتیاط انجام دهید. شما نمی خواهید جوش های جدید خود را خرد کنید یا تکه ای از فلز را از بین ببرید. زاویه دستگاه فرز را به آرامی تغییر دهید. اگر دیدید که فلز به رنگ آبی رسیده است بدین معناست که خیلی محکم فشار می آورید. یا اینکه به اندازه کافی دستگاه سنگ فرز را نمی چرخانید. این موارد بیشتر مواقع هنگام کار با ورقه های فلزات اتفاق می افتد.
صیقل دادن و تمیز کردن جوش بسته به جوشی که زده اید و میزانی که در این کار تبحر دارید طول خواهد کشید. هنگام کار با دستگاه سنگ فرز، ماسک بزنید و از گوش گیر برای محافظت از گوش ها استفاده کنید. چیزی به لباس خود وصل نکرده باشید که بتواند در سنگ فرز گیر بیفتد. چرخ سریع می چرخد و می تواند شما را به سمت خود بکشد، پس با احتیاط عمل کنید.
مشکلات جوشکاری CO2
بهتر است قبل از شروع جوشکاری به اندازه کافی تمرین کنید تا کم کم چیره دست شوید. برخی از مشکلات رایج عبارتند از:
عدم وجود گاز محافظ کافی خروجی از تورچ در اطراف جوش
زمانی که جوش شروع به پاشیدن توپ های کوچکی از فلز می کند و رنگ های تند قهوه ای و سبز را رویت می کنید، یعنی گاز محافظ کافی وجود ندارد. برای رفع این مشکل فشار گاز را بالا ببرید و ببینید که آیا به شما کمک می کند یا خیر.
جوش ایجاد شده مواد شما را می سوزاند
این مورد در اثر جوشکاری با قدرت بیش از حد ایجاد می شود. برای حل این مشکل ولتاژ دستگاه جوش co2 را کم کنید. به کمک پنل دستگاه میتوانید این مشکل را به راحتی برطرف کنید.
تشکیل سیم ذوب شده در نوک تورچ جوش CO2
گاهی اوقات اگر خیلی نزدیک به مواد خود جوش بزنید یا گرمای بیش از حد ایجاد کنید، نوک سیم خودش را در نوک تورچ ذوب می شود. در این حالت یک گوی در نوک تورچ تشکیل می شود که میتوانید مطابق تصویر آن را مشاهده کنید. مطمئنا می دانید دلیل این امر چیست چون سیم دیگر نمی تواند از نوک تورچ خارج شود. رفع این مسئله بسیار ساده است فقط با انبردست روی حباب بکشید.

اگر با این کار مشکل حل نشد دستگاه را خاموش کنید و نوک آن را عوض کنید. مراحل زیر را دنبال کنید تا گام به گام تعویض نوک تورچ را انجام دهید:
- محافظ سرک تورچ جوش را شل کنید.
- نوک خراب شده جوش را جدا کنید.
- نوک جدید را در جای خود تعبیه کنید.
- سرک آن را بپیچید و سفت کنید.
گیر کردن سیم در دستگاه جوش CO2
بعضی اوقات سیم پیچ می خورد و حتی در صورت باز بودن نوک، شلنگ یا تورچ نیز کار نمی کند. به داخل دستگاه جوش خود نگاهی بیندازید. قرقره و غلطک ها را بررسی کنید زیرا گاهی اوقات سیم می تواند در آنجا گیر کند و نیاز است تا دوباره شلنگ و تورچ جوش به حالت اول برگردانید تا باز هم بدرستی کار کند. اگر این مورد اتفاق افتاد، مراحل زیر را به صورت تصویری دنبال کنید.
1.واحد را از برق بکشید.

2. جمع شدگی را در قرقره پیدا کنید.
3. سیم را با استفاده از سیم چین ببرید.

4. تمام سیم های اضافی را از نوک تورچ بیرون بکشید.

5. به کشیدن ادامه دهید مطمئنا زیاد طول خواهد کشید.

6. سیم را دوباره روی غلطک بپیچید.
7. چک کنید که سیم بدرستی به دور غلطک پیچیده شده باشد.
8. دستگاه جوش را روشن کنید. ماشه را فشار دهید. برای مدتی آن را نگه دارید تا سیم از نوک تورچ خارج شود. این کار ممکن است بنابه طول شلنگ 30 ثانیه طول بکشد.
سوالات متداول
در ادامه آموزش جوشکاری co2 به بررسی سوالات متداول پیرامون این مبحث میپردازیم
سخن آخر
جوشکاری Co2 یک فرایند جوشکاری و همه کاره است. از این فرایند میتوانید برای شروع جوشکاری استفاده کنید و آن را بیاموزید. در این مقاله تلاش کردیم تمامی نکات پیرامون جوشکاری Co2 و آموزش آن را به طور مفصل توضیح بدهیم. آموزش جوشکاری co2 به پایان رسید، جوشکاری لذت بخشی داشته باشید. از اینکه این مقاله را مطالعه نمودید متشکریم. اگر انتقاد و پیشنهادی پیرامون این مطلب دارید در قسمت نظرات، پذیرای سخنان شما هستیم.
منابع : instructables – kingsofwelding – alroys
 دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند) دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند) دستگاه لیزر زنگ زدایی 3000 وات وینر
دستگاه لیزر زنگ زدایی 3000 وات وینر دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰
دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰ دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850
دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850 دستگاه جوش آرگون 250 آمپر 6510 وینر
دستگاه جوش آرگون 250 آمپر 6510 وینر کانکتور نری جوشکاری سایز 25 وینر مدل 1025
کانکتور نری جوشکاری سایز 25 وینر مدل 1025 کانکتور نری جوشکاری سایز 50 وینر مدل 1050
کانکتور نری جوشکاری سایز 50 وینر مدل 1050 کانکتور نری جوشکاری سایز 75 وینر مدل 1075
کانکتور نری جوشکاری سایز 75 وینر مدل 1075 کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025
کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025 کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050
کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050 کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075
کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075 کابل جوش استاندارد سایز 25 وینر مدل 1012
کابل جوش استاندارد سایز 25 وینر مدل 1012 کابل جوش استاندارد سایز 35 وینر مدل 1014
کابل جوش استاندارد سایز 35 وینر مدل 1014 کابل جوش استاندارد سایز 50 وینر مدل 1016
کابل جوش استاندارد سایز 50 وینر مدل 1016 کابل جوش استاندارد سایز 75 وینر مدل 1018
کابل جوش استاندارد سایز 75 وینر مدل 1018 کابل جوش درجه 1 سایز 25 وینر مدل 2012
کابل جوش درجه 1 سایز 25 وینر مدل 2012 کابل جوش درجه 1 سایز 35 وینر مدل 2014
کابل جوش درجه 1 سایز 35 وینر مدل 2014 کابل جوش درجه 1 سایز 50 وینر مدل 2016
کابل جوش درجه 1 سایز 50 وینر مدل 2016 کابل جوش درجه 1 سایز 75 وینر مدل 2018
کابل جوش درجه 1 سایز 75 وینر مدل 2018 انبر اتصال 300 آمپر وینر مدل 007
انبر اتصال 300 آمپر وینر مدل 007 انبر اتصال 500 آمپر وینر مدل 008
انبر اتصال 500 آمپر وینر مدل 008 انبر اتصال 600 آمپر وینر مدل 006
انبر اتصال 600 آمپر وینر مدل 006 انبر جوش 300 آمپر وینر مدل 024
انبر جوش 300 آمپر وینر مدل 024 انبر جوش 450 آمپر وینر مدل 025
انبر جوش 450 آمپر وینر مدل 025 انبر جوش 550 آمپر W-026-550A
انبر جوش 550 آمپر W-026-550A مانومتر اکسیژن وینر طرح زینسر مدل 029OX
مانومتر اکسیژن وینر طرح زینسر مدل 029OX مانومتر استیلن وینر طرح زینسر مدل 030AC
مانومتر استیلن وینر طرح زینسر مدل 030AC مانومتر Co2 وینر طرح زینسر مدل 03۷CO
مانومتر Co2 وینر طرح زینسر مدل 03۷CO مانومتر نیتروژن طرح زینسر وینر مدل W-046N
مانومتر نیتروژن طرح زینسر وینر مدل W-046N مانومتر آرگون طرح زینسر وینر مدل W-047A
مانومتر آرگون طرح زینسر وینر مدل W-047A مانومتر اکسیژن وینر طرح مکسی مدل 0310X
مانومتر اکسیژن وینر طرح مکسی مدل 0310X مانومتر استیلن وینر طرح مکسی مدل 032AC
مانومتر استیلن وینر طرح مکسی مدل 032AC مانومتر Co2 وینر طرح مکسی مدل 039CO
مانومتر Co2 وینر طرح مکسی مدل 039CO مانومتر آرگون وینر طرح مکسی مدل 044A
مانومتر آرگون وینر طرح مکسی مدل 044A مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A
مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A مانومتر استیلن طرح جنرال وینر مدل W-049AC
مانومتر استیلن طرح جنرال وینر مدل W-049AC مانومتر اکسیژن طرح جنرال وینر مدل W-048OX
مانومتر اکسیژن طرح جنرال وینر مدل W-048OX مانومتر CO2 طرح جنرال وینر مدل W-050CO
مانومتر CO2 طرح جنرال وینر مدل W-050CO کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022 کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023 ماسک جوشکاری دستی وینر مدل 001
ماسک جوشکاری دستی وینر مدل 001 دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw
دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw گیره اتصال تمام برنز آمریکایی وینر مدل W-073GE
گیره اتصال تمام برنز آمریکایی وینر مدل W-073GE گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072
گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072 گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071
گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071 شیلنگ دو قلو لاستیکی وینر
شیلنگ دو قلو لاستیکی وینر شیلنگ دوقلوی هوابرش کره ای مارک برجسته
شیلنگ دوقلوی هوابرش کره ای مارک برجسته قرقره سیم پودری کد MIG-E71T-GS
قرقره سیم پودری کد MIG-E71T-GS قرقره سیم جوش Co2 کد MIG-ER70S-6
قرقره سیم جوش Co2 کد MIG-ER70S-6 قرقره سیم جوش استیل Co2 کد MIG-ER308L
قرقره سیم جوش استیل Co2 کد MIG-ER308L قرقره سیم جوش آلومینیوم Co2 کد MIG-ER5356
قرقره سیم جوش آلومینیوم Co2 کد MIG-ER5356 شیشه ماسک شفاف وینر مدل w-70sm
شیشه ماسک شفاف وینر مدل w-70sm شیشه ماسک نور وینر
شیشه ماسک نور وینر ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG
ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG دستگاه بول ماشین زنجیری وینر مدل W 101
دستگاه بول ماشین زنجیری وینر مدل W 101 دستگاه برش ریلی تک مشعل وینر مدل W 102
دستگاه برش ریلی تک مشعل وینر مدل W 102 دستگاه برش ریلی دو مشعل وینر مدل W 103
دستگاه برش ریلی دو مشعل وینر مدل W 103 گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR
گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR سری گرم کن هواگاز نازل H4 وینر مدل W-058NO
سری گرم کن هواگاز نازل H4 وینر مدل W-058NO سری گرم کن هواگاز نازل H5 وینر مدل W-057NO
سری گرم کن هواگاز نازل H5 وینر مدل W-057NO نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016
نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016 نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017
نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017 نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018
نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018 نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019
نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019 نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020
نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020 نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021
نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021 کلاهک مسی طرح زینسر وینر مدل 002K
کلاهک مسی طرح زینسر وینر مدل 002K سوزن 4 عددی طرح زینسر وینر مدل 004S
سوزن 4 عددی طرح زینسر وینر مدل 004S فلش بک دو سر شلنگ خور وینر مدل 015
فلش بک دو سر شلنگ خور وینر مدل 015 سرپیک هوا برش وینر طرح زینسر مدل 033BO
سرپیک هوا برش وینر طرح زینسر مدل 033BO سرپیک هوا برش وینر طرح مورکس مدل 035BO
سرپیک هوا برش وینر طرح مورکس مدل 035BO سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO
سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO سرپیک برش وینر طرح ویکتور مدل w-090gw
سرپیک برش وینر طرح ویکتور مدل w-090gw سرپیک هوا جوش وینر طرح گلور مدل 037JO
سرپیک هوا جوش وینر طرح گلور مدل 037JO

سلام.
ضمن عرض سلام و ادب و احترام خدمت شما دست اندرکاران شرکت وینر از شما بابت این آموزش خیلی خیلی متشکرم.
بنده یه دستگاه جوش co2 کوچیک ولی خیلی قوی نیاز دارم چی دارید و برام پیشنهاد میکنید.
سلام و احترام
با شرکت تماس بگیرید دوستان بخش فروش راهنماییتون میکنن
سلام و عرض ادب احترام . بزرگوار سوال در مورد سیستم الکترونیکی جوشco2 دارم در دستگاهای ۳کاره سیستم الکترونیکی یکی هسته منظورم از یک مدار الکترونیکی برای ۳نوع جوش استفاده میشه؟ سوال دوم مدار الکترونیکی از چه نوع هست (IGBT)استفاده میشه؟از چندتای هسته؟ ممنون از شما
سلام خدمت شما
با شرکت تماس بگیرید کارشناس مربوطه به خوبی راهنماییتون میکنن
عالی
درود و سپاس