














جوشکاری سر به سر جرقه ای | جوشکاری FBW چیست؟
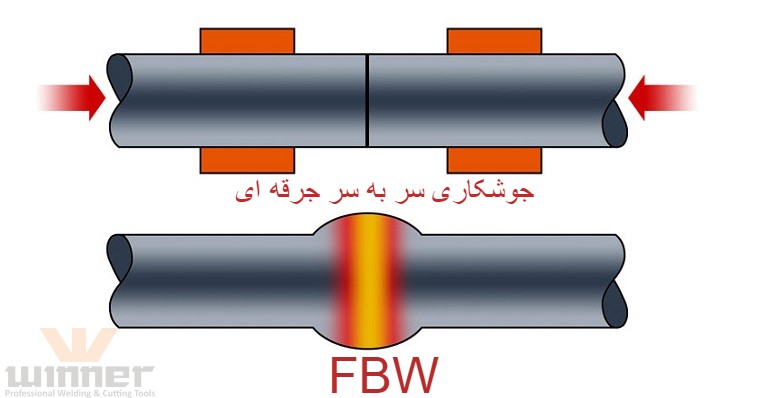
جوشکاری جرقه ای سر به سر ، یک نوع فرایند جوشکاری مقاومت الکتریکی است که برای اتصال قطعات به یکدیگر استفاده می شود . انتقال انرژی در این نوع جوشکاری توسط مقاومت قطعات در برابر گرما است . قطعات در این روش پشت سر هم قرار می گیرند و محدوده جوش کامل را بوجود می آورند .
انواع مختلفی از اتصالات با ناحیه های با شکل های متفاوت در این روش به یکدیگر متصل می شوند . در انواع ساخت و ساز ها از اتصالات دوچرخه تا راه آهن از این نوع جوشکاری ( welding ) استفاده می شود . قطعاتی که قرار است به یکدیگر متصل شوند به آرامی به سمت یکدیگر آورده می شوند و به آن ها یک جرقه ولتاژ اعمال می شود . این فرایند می تواند به صورت دستی انجام شود . اما بیشتر ماشین های جوشکاری آن را بصورت نیمه اتماتیک یا تمام اتوماتیک انجام می دهند .
از آنجایی که تماس کوچکی بین قطعات بوجود می آید ، چگالی جریان بالا و گرمای حاصل از مقاوت مواد باعث ذوب شدن قطعات و تشکیل اتصال در نقاط ذوب شده می کند . این موارد زمینه را برای یک جرقه آماده می کند . این جرقه رفته رفته رشد می کند ، گرما به آن اضافه می شود و یک ناحیه نرم در انتهای دو لبه تشکیل می شود . بعد از اعمال گرما به نقاطی که قرار است به یکدیگر متصل شوند یک فشار به قطعات به سمت یکدیگر وارد می شود . این عمل سبب تشکیل جوش لب به لب می شود و هیچ نوع فلز ذوب شده ای در ناحیه اتصال باقی نمی ماند .

نحوه انجام عمل جوشکاری سر به سر جرقه ای
قطعاتی که باید به این روش به یکدیگر جوش داده شود توسط گیره های مسی در کنار یکدیگر نگه داشته می شوند . این گیره ها در واقع همان الکترود های این فرایند هستند . سپس قطعات آنقدر به یکدیگر نزدیک می شوند تا بین آن ها جرقه ایجاد شود . سپس گیره ها با یک فشار از قبل تعیین شده به سمت یکدیگر حرکت می کنند . در طی این فرایند قطعاتی که در اثر جرقه به حالت خمیری در آمده اند در یکدیگر فرو می روند . در این زمان دیگر جریان الکتریکی قطع می شود و در نتیجه جوش تشکیل می شود . در این فرایند جوشکاری از مواد فیلر استفاده نمی شود .

عوامل تاثر گذار روی کیفیت جوش
کیفیت جوش انجام شده به روش ( FBW ( Flash Butt welding جوشکاری جرقه ای سر به سر، به عوامل مختلفی وابسته است که مهمترین آن عبارتند از:
- دقت ماشین آلات و متصل کننده های جوشکاری .
- میزان نیروی لازم و تنظیم درست آن ها .
- سایز درست و تنظیم درست جای الکترودها .
- تلرانس قطعات قبل از جوشکاری .
- تعادل حرارتی مناسب : گاهی اوقات قطعاتی که باید به یکدیگر جوش داده شوند ، ممکن است دمای ذوبی متفاوتی داشته باشند . تنظیم دمای مناسب در این موارد مهم و حائز اهمیت است . هدف ایجاد تعادل حرارتی این است که نوک دو قطعه تقریبا بصورت مساوی ذوب شود تا اتصال جوش بهتر شکل بگیرد .
- فشاری که به دو قطعه وارد می شود باید کنترل شده باشد .
زمینه های استفاده از FBW
فرایندهای مقاومتی جوشکاری برای اتصال لوله ها ، تیوب ها ، ریل ها ، و قطعات رولی شکل به یکدیگر استفاده می شوند . در FBW لوله هایی که قرار است به یکدیگر متصل شوند به سمت هم حرکت داده می شوند . سپس در جایی که نزدیک به هم قرار گرفتن ، تماس الکتریکی در انتهای لبه های آن ها شکل می گیرد . این تماس ها داغ می شوند ، گرمای آن ها بسیار بالا می رود ، به حدی می رسد که دیگر فلز قادر به تحمل گرما نیست و ذوب می شود .
از FBW برای جوشکاری خطوط لوله ، قطعات ریل راه آهن ، و دیگ های بخار در صنعت ساخت و ساز استفاده می شود . تجهیزات جوشکاری FBW قابل حمل و نقل هستند و می توانند سر تا سر لوله ها و ریل هایی که قرار است به یکدیگر جوش داده شوند حرکت کنند .
مزایای استفاده از جوشکاری FBW
- کیفیت بالای جوش بدلیل اتصال جامد است . عدم وجود حوضچه جوش بسیاری از اثرات مرسوم و منفی جوشکاری را حذف می کند .
- این فرایند دارای سیستم های کنترل اتوماتیک است ، درنتیجه مهارت های جوشکاری دستی در آن مورد نیاز نیست .
- از گازهای محافظ و مصرفی در آن استفاده نمی شود . این امر خود باعث کاهش آلودگی می شود .
- چرخه زمانی آن حدود 1 تا 3 دقیقه است .
- گرما دهی قبل و بعد از کار برای آن لازم نیست . در نتیجه کیفیت جوشکاری در این فرایند تحت تاثیر شرایط آب و هوایی ، دما و تاخیرهایی که ممکن است وجود داشته باشد ، نیست .
- پیش نیازی برای این فرایند مورد نیاز نیست .
- سرعت انجام این فرایند بالا است .
- به راحتی می توان فرایند جوشکاری را توسط سه عامل جریان ، نیرو و زمان کنترل کرد .
- عیوب کم تری در این نوع جوشکاری وجود دارد . پاشش و ترک خوردگی در این روش جوشکاری مشاهده نمی شود .
- تجهیزات به کار رفته در فرایند این نوع جوشکاری پیچیدگی خاصی ندارند و نیازمند هزینه بالای نگهداری نیستند .
- آلیاژهایی که بطور معمول غیر قابل جوشکاری هستند را می توان توسط این فرایند جوشکاری کرد . برای مثال انواع مختلفی از فولادهای زنگ نزن A-286 ، سوپر آلیاژها ( مانند نیکل ) ، تنگستن ، تیتانیوم و آلیاژ های آلومینیوم .
- شرایط محیطی جوشکاری در این روش عموما خیلی محدود است .
- جوش های تشکیل شده در این روش معمولا هموار تر و متقارن تر هستند .

تکنولوژی جوشکاری سر به سر جرقه ای ( FBW )
جوشکاری سر به سر جرقه ای ، از یک جرقه برای تولید گرمای مورد نیاز خود استفاده می کند . این گرما باعث نرم شدن انتهای لوله هایی که قرار است به یکدیگر جوش داده شوند می شود . زیرا این میزان گرما نزدیک به درجه ذوب آن ها است . در روندی که لوله ها به یکدیگر نزدیک می شوند ، ناحیه های کوچکی با یکدیگر تماس پیدا می کنند و از طریق گرمای مقاومتی به درجه گرمای بسیار بالا می رسند . این نواحی با دمای بسیار بالا ، در قالب ذرات کوچکی از فولادهای های ذوب شده منفجر می شوند .
جرقه بوجود آمده در انتهای لوله ها حاصل فشار الکتریکی به آن ها است . زمانی که انتهای لوله ها به اندازه کافی گرم شود ، نواحی که قرار است به یکدیگر متصل شوند ، به سمت یکدیگر فشار داده می شوند . در این زمان جوش شکل می گیرد . این فرایند توسط کامپیوتر کنترل می شود .
برای دستیابی به گرمای یکنواخت در طول ناحیه جوش مورد نظر ، لازم است تا جرقه های متوالی و پی در پی بدون وقفه به آن ها اعمال شود . جرقه های پی در پی برای کنترل کیفیت در لوله های با قطر بزرگ مهم هستند . با تداوم آن ها از ابتدای فرایند ، گرمای یکنواختی در طول ناحیه مورد نظر برای جوش اتفاق می افتد .
موادی که با روش جوشکاری سر به سر جرقه ای ( FBW ) قابل جوش هستند
جوشکاری فولاد های تجاری ، از کربن پایین گرفته تا آلیاژ پایین و فولادهای مقاوم در برابر خوردگی با این روش قابل جوش هستند . در فولاد های با کربن پایین ، فشار وارده و مصرف برق ثابت باقی می ماند . سایر تنظیمات با توجه به قطر داخلی لوله و فرمول فولاد بکار رفته متغیر است . فولاد های با آلیاژ کم نیازمند جرقه الکتریکی با سرعت بالا نسبت به فولادهای با کربن پایین هستند .
فولادهای مقاوم در برابر خوردگی ، در صنایع شیمیایی و قدرت مورد استفاده قرار می گیرند . در سیستم های حمل روغن و گاز ، در لوله های حامل مواد خورنده ، مخصوصا آن هایی که دارای سولفید بالای هیدرژن و دی اکسید کربن هستند از این فولاد استفاده می شود .
فولادهای آستنیتی ، در تولید برق و نیروگاه های شیمیایی متداول هستند. فولادهای فریتیک-آستنیتی (دوبلکس) برای خطوط لوله نفت و گاز استفاده می شوند . در روش سنتی جوشکاری از جمله جوشکاری قوس الکتریکی ( arc ) این فولادها ، ایجاد کردن جوش مقاوم در برابر خوردگی و در عین حال نگهداری قدرت جوش در حد فلز پایه سخت است .
برنامه برای جوشکاری فولادهای با آلیاژ پایین نیز مشابه فولادهای با کربن پایین است . تنها تفاوت هایی در کل زمان فرایند وجود دارد .
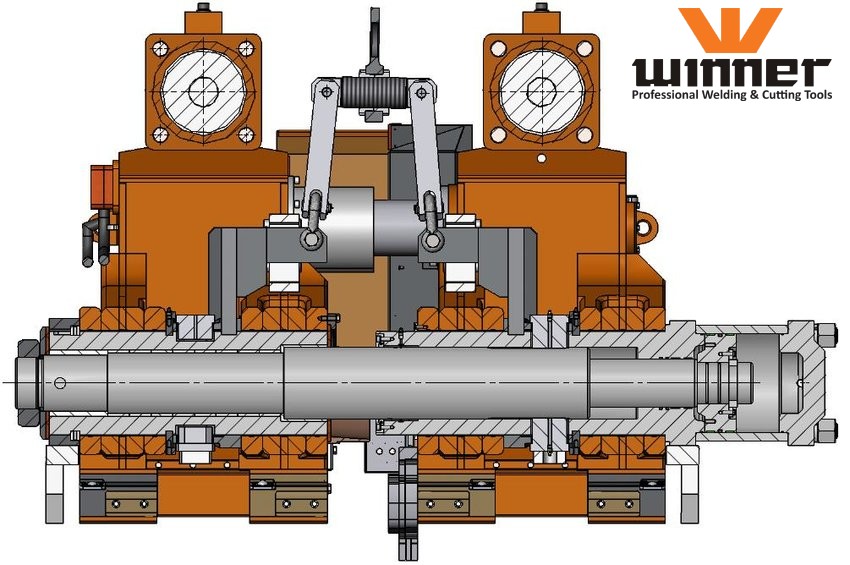
تجهیزات مورد نیاز برای جوشکاری FBW
دو نوع ماشین جوشکاری برای انجام فرایند FBW وجود دارد . ماشین های خارجی که لوله را از بیرون جوشکاری می کنند و ماشین های داخلی که جوشکاری را از داخل لوله انجام می دهند . تجهیزات جوشکاری لوله از بیرون برای جوشکاری لوله هایی با قطر 2 تا 20 اینچ کاربرد دارند . در حالی که لوله های با قطر بزرگ تر به راحتی از داخل قابل جوشکاری هستند .
ماشین های جوشکاری داخلی در طول لوله حرکت می کنند و مناطقی که باید جوش داده شوند را به یکدیگر جوش می دهند . برای حرکت دادن ماشین های جوشکاری از حمل کننده هایی که بطور اتوماتیک 1.5 پا در ثانیه حرکت می کنند استفاده می شود . این تجهیزات دارای کنترل کننده های الکتریکی و هیدرولیکی هستند .
از اینکه در این مقاله با ما همراه بودید متشکریم . منتظر نظرات ارزشمند شما هستیم .
منابع : twi-global – thefabricator




