


یکی از مهمترین فجایع مهندسی تاریخ واژگونی سکوی نفتی الکساندر کیلند است. این واقعه در سال 1980 اتفاق افتاد و موجب فوت 123 سرنشین شد. جالب است بدایند که علت این حادثه به دلیل ذوب ناقص در محل جوشکاری بود. سازههای جوشکاری ممکن است عیوب متعددی داشته باشند که در نمای بیورن یا داخلی سازه نمایان شود. یکی از مهمترین عیوب جوشکاری، ذوب ناقص است. در این مقاله همراه ما باشید تا به بررسی کامل ذوب ناقص و راههای پیشگیری از آن بپردازیم. در این مقاله به ارائه دانش نامه کاملی راجع به ذوب ناقص جوش میپردازیم. همچنین بررسی میکنیم که کدام یک از فرایندهای جوشکاری بیشتر مستعد این شرایط هستند. چه موقعیتهایی از جوشکاری و چه خواص فیزیکی در موادی باعث ذوب جوش ناقص میشود. در ادامه همراه ابزار جوش و برش وینر باشید تا به بررسی کامل ذوب ناقص جوش بپردازیم.
ذوب ناقص جوش (LOF) چیست؟
ذوب ناقص جوش (Lack Of Fusion به اختصار LOF ) یکی از جدیترین نقایص جوش است. این امر سبب رخداد شکاف میشود. با این حال، هیچ روش غیر مخرب کارآمدی برای کشف آن در دسترس نیست. این عیب اغلب در مفصل جوش رخ میدهند. بنابراین بسیاری از خرابیهای یک ساختار جوش, به دلیلعدم کشف ذوب در اتصالات جوش رخ میدهد.
اگرعدم ذوب جوش و ترکهای جوش با هم مقایسه شود، بدیهی است که توجه بیشتری به ترکها نسبت بهعدم ذوب جوش مبذول میشود، اگرچهعدم همجوشی نیز به همان اندازه یک نقص جدی است. در جوشکاری مقالات بیشماری راجع به ترک جوش وجود دارد، اما تعداد کمی از آنها راجع بهعدم همجوشی صحبت میکند. فقط در برخی از اسناد قدیمی مؤسسه بین المللی جوش، گزارشهایی راجع به ذوب ناقص جوش یافت میشود. طی مطالعات تعیین شد کهعدم همجوشی اغلب در کجا و چه شرایطی اتفاق میافتد و چگونه میتوان آن را تشخیص داد. انواع مختلف ذوب جوش ناقص در گروههای مشخص دستهبندی شدهاند، برخی از این گروهها عبارتند از: اجزاء غیر فلزی و انواع خالصعدم وجود ذوب که با آزمایش غیر مخرب قابل تشخیص نیستند.
تعریف عدم همجوشی یا ذوب ناقص جوش
در فرایند جوشکاری تعدادی نقاط ناقص ذوب شده به نام عدم همجوشی، وجود دارد. جوشکاری میتواند فاقد اتصال با فلز مادر یا یک مهره جوش قبلی باشد. فرمهای اتصال چسبندگی، در موارد خاص میتواند نسبتاً قوی باشند. اینها تقریباً شبیه به یک مفصل پیچ خورده هستند که در متالیزاسیون شکل گرفتهاند. پیدا کردن ذوبهای ناقص جوش خالصتر، بسیار دشوارتر است.
با توجه به موقعیت ذوب جوش ناقص، سه نوع فقدان ذوب میتواند وجود داشته باشد.
- عدم همجوشی دیواره جانبی
- عدم وجود ذوب بین مرحلهای
- عدم همجوشی در ریشه جوش
یکی از دلایلعدم همجوشی, با توجه به ظاهر شکستگی جوش به دلیل اجزاء اکسید ذوب شده و ذوب نشده است. ذوب ناقص جوش، به دلیل اجزاء اکسید ذوب شده از اکسیدها و اجزاء غیر فلزی تشکیل شده است. ذوب ناقص، در سه نوع وجود دارد و در یک استاندارد متمایز میشوند که نباید باعدم نفوذ جوش اشتباه گرفته شوند. نقص واقع در سطح جوش، توسط یک بازرسی بصری به طور مؤثر تشخیص داده میشود. با این وجود، عدم نفوذ در داخل جوش با روشهای بازرسی اشعه ایکس یا اولتراسونیک قابل تشخیص است.
با توجه به امکان تشخیص شناسایی ذوب ناقص، انواع مختلف ذوب ناقص جوش را میتوان به دو گروه طبقهبندی کرد، یعنی گروهی که ذوب ناقص، شامل حفرهها یا اجزاء غیر فلزی است که با روشهای غیر مخرب قابل تشخیص است و دیگری زمانی که ذوب ناقص جوش هیچ گونه ناپیوستگی در ماده را نشان نمیدهد زیرا این یک نقص ساختاری است و بنابراین با روشهای غیر مخرب قابل تشخیص نیست.
ویژگیهای ذوب ناقص جوش (LOF)
در معاینات متالوگرافی مشخص شد که در یک جوشکاری میتوان سه نوع ذوب ناقص را یافت:
- عدم همجوشی خالص به دلیل اجزاء اکسیده ذوب شده
- عدم وجود ذوب
- عدم همجوشی متشکل از اجزاء غیر فلزی
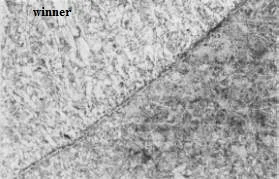
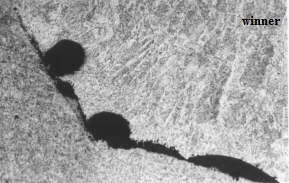
فقدان همجوشی یک نقص ساختاری است. در این حالت فلز مذاب به فلز والد میچسبد یعنی که در حین جوشکاری به اندازه کافی ذوب نشده است. در این حالت یک اتصال بین فاز جامد و مایع تشکیل میشود. این نوععدم همجوشی را نمیتوان با روشهای آزمایش غیر مخرب تشخیص داد، بلکه باید یک بازرسی میکروسکوپی وجود داشته باشد. برای اینکار یک بازرسی دقیق میکروسکوپی با بزرگنمایی ۵۰ برابر میتواند مفید باشد. نمونه ای از عدم همجوشی خالص را در شکل ۱ میبینید.
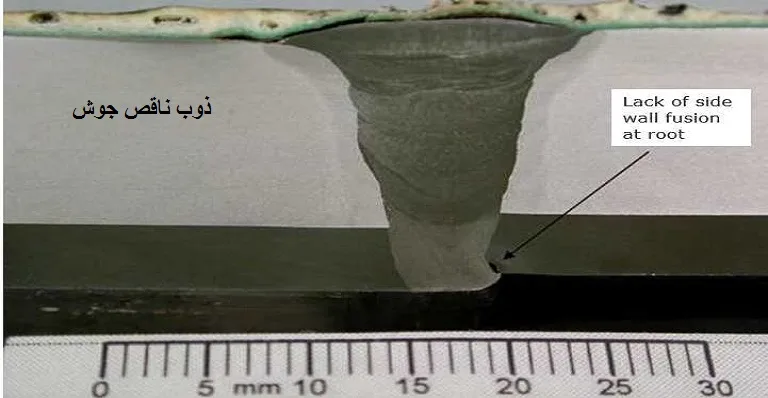
به دلیل فشارهای داخلی ایجاد شده در هنگام انجماد و خنک شدن جوش، صورت های چسبیده به یکدیگر از هم جدا می شوند و یک حفره با عمق حدود صد میلی متر، تشکیل می شود. این شکاف در جوش بسیار شبیه ترک است. با این وجود می تواند با روش های آزمایش غیر مخرب آن را تشخیص داد. تشخیص چنین شکلی از ذوب ناقص دشوار است. نمونه ای دیگر از ذوب ناقص جوش را در شکل ۲ میبینید.
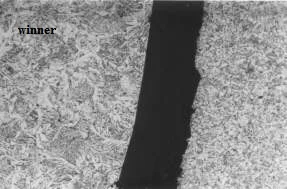
در جایی که عدم همجوشی وجود دارد، غالباً اکسیدها و اجزاء غیر فلزی نیز وجود دارند. چنین موردی را در شکل 3 میبینید. اگر لایه اکسید ذوب نشود، اجزاء به طور یکنواخت در کل سطح جوش ناقص توزیع می شوند. اگر ذوب شوند، اجزاء غیر فلزی به شکل کروی در می آیند.
محل ذوب ناقص جوش
عدم همجوشی یک نقص مسطح است. ممکن است در لبه فلز والد یا بین دفعات اجرا ظاهر شود. عدم همجوشی بین فلز والد و فلز جوش با صورت صاف خود را نشان میدهد. با این حال، ذوب ناقص بین دفعات اجرایی، با شکل نامنظم خود را نشان میدهد. معمولاً ذوب ناقص جوش در جوش داخلی وجود دارد. به ندرت به ریشه میرسد.
راههای پیشگیری از ایجاد ذوب ناقص جوش
همانطور که گفته شد، تشخیص ذوب ناقص جوش کار بسیار سختی است. به همین دلیل بهتر است که با انجام چند فرآیند ساده از ایجاد ذوب ناقص جوش جلوگیری کرد. در ادامه به بررسی برخی از فرآیندهای جلوگیری از ایجاد ذوب ناقص جوش میپردازیم:
ورودی گرمای با حرارت بالا
گرمای کم جوشکاری منجر به همجوشی ضعیف میشود. میدانیم ورودی گرما، از ارتباط ولتاژ جوش، جریان و سرعت حرکت است. این موضوع ارتباط مستقیم با جریان و ولتاژ و معکوس سرعت حرکت الکترود دارد. تنظیمات ولتاژ / جریان پایین، گرمای کافی را تأمین نمیکند. از طرف دیگر حرکت بیش از حد سریع نیز، همین مشکل را ایجاد میکند. حداکثر جریان مجاز را تنظیم کرده و فلز جوش را با سرعت متوسط جوش دهید. در این قسمت مهارت جوشکار میتواند کمک کننده باشد.
حذف اکسید
اتصالات جوش را میتوان در معرض آلودگی جو قرار داد. هر ذره و یا حضور اکسید ناخواسته ممکن است مانع از روند همجوشی شود و به خصوصیات جوش آسیب برساند. بنابراین توصیه میشود که هرگونه پوشش خارجی روی مفصل جوش را جدا کنید.
زاویه های صحیح
زاویه بین الکترود و کار نقش مهمی در دستیابی به بهترین کیفیت دارند. اطمینان حاصل کنید که زاویه الکترود مناسب باشد زیرا جابجایی نادرست الکترود باعث میشود تا جوش مایع، باعث فعالیت نادرست قوس شود.
جهت مهره جوش
قرار گرفتن دانههای جوش به صورت اشتباه در امتداد دیواره مشترک باعث ایجاد شکاف بین آنها میشود. بزرگ شدن شکاف ممکن است بهعدم همجوشی منجر شود. یک جوشکار باید به اندازه کافی آموزش ببیند ، تا مهرهها را در جای مناسب قرار داده و از ترکیب کامل جوش در امتداد دیواره جانبی اطمینان حاصل کند.
آماده سازی لبه
آماده سازی لبه ها بخش مهمی از جوشکاری کامل است. اگر قطعات متصل شده در یک صفحه قرار گرفته نشوند، در صفات ریشه تغییر ایجاد میشود. علاوه بر این اگر صورت ریشه خیلی بزرگ باشد، فلز جوش به طور کامل در ریشه نمیتواند ذوب شود. این مشکل را با تهیه لبه صورت کوچک ریشه برطرف کنید.
ولتاژ و القاء صحیح
در طول حالت اتصال کوتاه در فرآیند MIG / MAG، القاء ممکن است از حد معینی فراتر رود که میتواند باعث مشکلات شدید همجوشی شود. میدان مغناطیسی تولید شده به دلیل القای بیحرکت، در برابر جریان جوش مقاومت میکند تا افزایش یابد. در این حالت فلز در نوک سیم جوش به اندازه کافی گرم نمیشود و نمیتواند با فلز والد ذوب شود. تنظیم مناسب ولتاژ و القا برای جلوگیری از پاشش وعدم همجوشی لازم است، زیرا القای بیش از حد پایین نیز باعث پاشش شدید جوش میشود. استفاده از تجهیزات مدرن جوشکاری با منبع برق پیشرفته در این حالت توصیه میشود.
روشهای تشخیص ذوب ناقص جوش
روشهای آزمایش غیر مخرب (معمولاً در آزمایش اتصالات جوش داده شده مورد استفاده قرار میگیرند)، در تشخیص نقایص ذوب بیاثر هستند. فقدان ذوب معمولا در آزمایشات معمول، تشخیص داده نمیشود. در صورت تشخیص ذوب ناقص در جوش، روشهای آزمایش مورد استفاده باید بطور مناسب تطبیق داده شوند. باید به تمام نشانهها از جمله مواردی که محتملتر است، توجه شود.باید در نظر گرفت که عدم همجوشی ممکن است در جوش قوس الکتریکی گاز محافظ با یک الکترود مصرفی و جوشکاری گازی ظاهر شود.
احتمال ظهورعدم همجوشی در جوشکاریهای با موقعیت سراشیبی بسیار زیاد است. بدست آوردن اطلاعات در مورد ساختار جوش و شرایط جوشکاری قبل از جوشکاری بسیار مفید است. معاینه رادیوگرافی، تشخیص انواع بزرگ و متمایز از ذوب ناقص جوش که در آن اجزاء و حفرههایی با اندازه قابل توجهی وجود دارد، را امکانپذیر میکند. در معاینات باید به کلیه نقایص موجود در خط همجوشی و بین مسیرهای انفرادی توجه شود. روشهای آزمایش رادیوگرافی برای تشخیصعدم همجوشی مناسب نیستند.
معاینات ذوب ناقص
برای تشخیص ذوب ناقص جوش، معاینه اولتراسونیک مناسبترین روشهای آزمایش غیر مخرب موجود است. انواع ذوب ناقص جوش به استثنای ذوب ناقص خالص، با این روش قابل تشخیص است. تحقیقات ما نشان میدهد که نقوص بزرگ و قابل توجه در ذوب ناقص جوش، علائم اولتراسونیک ضعیفی را نشان میدهد که در عمل نقص قابل قبول جزئی محسوب میشود. انعکاس ضعیف قابل ملاحظهای از امواج فراصوتی به دلیل سطوح چسبیده اتفاق میافتد. سطوح چسبیده شامل تعدادی نقص کوچک است که به دلیل ذوب ناقص خالص منتقل میشود. عدم همجوشی واقع در لبههای جوش، با زاویه بازتاب امواج آلترازونیک همزمان است.به دلیل موارد فوق، علائم ضعیف و تکرار کننده نیز باید هنگام بازرسی از جوشهایی که در آنها ذوب ناقص مشکوک است، مورد توجه قرار گیرند.
امواج التراسونیک باید در صورت امکان، عمود بر صورتهای چسباننده باشند. میتوان تصور کرد کهعدم همجوشی ممکن است در لبه فلز والد ظاهر شود. در شرایطی که دسترسی به امواج الترازونیک از هر چهار طرف امکانپذیر باشد، از مسیر مستقیم، استفاده میشود. معاینه فقط از طریق لایه پوششی قابل انجام است. روشهای تست نفوذ عمدتاً هنگام اطمینان از چسبندگی اتصالات جوش داده شده مانند تست مخازن استفاده میشود.
سخن پایانی
عدم همجوشی معمولاً تقصیر فرد جوشکار است. با نظارت بر روند جوشکاری، یک ناظر با تجربه میتواند ذوب ناقص را پیدا کند. باید به موقعیت حوضچه جوش توجه کرد که نباید از قوس جلوتر بیفتد و شیار جوش را پر کند. باید توجه داشت که آیا جوشکار به اندازه کافی لبههای مفصل را ذوب میکند. ذوب ناقص توسط بازرسی بصری در هنگام جوشکاری با موفقیت قابل تشخیص است. بازرسی بصری پس از جوشکاری روشی کارآمد نیست. از اینکه این مقاله را مطالعه کردید متشکریم. منتظر نظرات و پیشنهادات شما هستیم.
سوالات متداول
در انتها به بررسی سوالات متداول پیرامون عدم همجوشی میپردازیم:
منابع : ndt – weldpedia – onestopndt
 دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند) دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند) دستگاه لیزر زنگ زدایی 3000 وات وینر
دستگاه لیزر زنگ زدایی 3000 وات وینر دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰
دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰ دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850
دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850 دستگاه جوش آرگون 250 آمپر 6510 وینر
دستگاه جوش آرگون 250 آمپر 6510 وینر کانکتور نری جوشکاری سایز 25 وینر مدل 1025
کانکتور نری جوشکاری سایز 25 وینر مدل 1025 کانکتور نری جوشکاری سایز 50 وینر مدل 1050
کانکتور نری جوشکاری سایز 50 وینر مدل 1050 کانکتور نری جوشکاری سایز 75 وینر مدل 1075
کانکتور نری جوشکاری سایز 75 وینر مدل 1075 کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025
کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025 کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050
کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050 کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075
کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075 کابل جوش استاندارد سایز 25 وینر مدل 1012
کابل جوش استاندارد سایز 25 وینر مدل 1012 کابل جوش استاندارد سایز 35 وینر مدل 1014
کابل جوش استاندارد سایز 35 وینر مدل 1014 کابل جوش استاندارد سایز 50 وینر مدل 1016
کابل جوش استاندارد سایز 50 وینر مدل 1016 کابل جوش استاندارد سایز 75 وینر مدل 1018
کابل جوش استاندارد سایز 75 وینر مدل 1018 کابل جوش درجه 1 سایز 25 وینر مدل 2012
کابل جوش درجه 1 سایز 25 وینر مدل 2012 کابل جوش درجه 1 سایز 35 وینر مدل 2014
کابل جوش درجه 1 سایز 35 وینر مدل 2014 کابل جوش درجه 1 سایز 50 وینر مدل 2016
کابل جوش درجه 1 سایز 50 وینر مدل 2016 کابل جوش درجه 1 سایز 75 وینر مدل 2018
کابل جوش درجه 1 سایز 75 وینر مدل 2018 انبر اتصال 300 آمپر وینر مدل 007
انبر اتصال 300 آمپر وینر مدل 007 انبر اتصال 500 آمپر وینر مدل 008
انبر اتصال 500 آمپر وینر مدل 008 انبر اتصال 600 آمپر وینر مدل 006
انبر اتصال 600 آمپر وینر مدل 006 انبر جوش 300 آمپر وینر مدل 024
انبر جوش 300 آمپر وینر مدل 024 انبر جوش 450 آمپر وینر مدل 025
انبر جوش 450 آمپر وینر مدل 025 انبر جوش 550 آمپر W-026-550A
انبر جوش 550 آمپر W-026-550A مانومتر اکسیژن وینر طرح زینسر مدل 029OX
مانومتر اکسیژن وینر طرح زینسر مدل 029OX مانومتر استیلن وینر طرح زینسر مدل 030AC
مانومتر استیلن وینر طرح زینسر مدل 030AC مانومتر Co2 وینر طرح زینسر مدل 03۷CO
مانومتر Co2 وینر طرح زینسر مدل 03۷CO مانومتر نیتروژن طرح زینسر وینر مدل W-046N
مانومتر نیتروژن طرح زینسر وینر مدل W-046N مانومتر آرگون طرح زینسر وینر مدل W-047A
مانومتر آرگون طرح زینسر وینر مدل W-047A مانومتر اکسیژن وینر طرح مکسی مدل 0310X
مانومتر اکسیژن وینر طرح مکسی مدل 0310X مانومتر استیلن وینر طرح مکسی مدل 032AC
مانومتر استیلن وینر طرح مکسی مدل 032AC مانومتر Co2 وینر طرح مکسی مدل 039CO
مانومتر Co2 وینر طرح مکسی مدل 039CO مانومتر آرگون وینر طرح مکسی مدل 044A
مانومتر آرگون وینر طرح مکسی مدل 044A مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A
مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A مانومتر استیلن طرح جنرال وینر مدل W-049AC
مانومتر استیلن طرح جنرال وینر مدل W-049AC مانومتر اکسیژن طرح جنرال وینر مدل W-048OX
مانومتر اکسیژن طرح جنرال وینر مدل W-048OX مانومتر CO2 طرح جنرال وینر مدل W-050CO
مانومتر CO2 طرح جنرال وینر مدل W-050CO کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022 کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023 ماسک جوشکاری دستی وینر مدل 001
ماسک جوشکاری دستی وینر مدل 001 دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw
دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw گیره اتصال تمام برنز آمریکایی وینر مدل W-073GE
گیره اتصال تمام برنز آمریکایی وینر مدل W-073GE گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072
گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072 گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071
گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071 شیلنگ دو قلو لاستیکی وینر
شیلنگ دو قلو لاستیکی وینر شیلنگ دوقلوی هوابرش کره ای مارک برجسته
شیلنگ دوقلوی هوابرش کره ای مارک برجسته قرقره سیم پودری کد MIG-E71T-GS
قرقره سیم پودری کد MIG-E71T-GS قرقره سیم جوش Co2 کد MIG-ER70S-6
قرقره سیم جوش Co2 کد MIG-ER70S-6 قرقره سیم جوش استیل Co2 کد MIG-ER308L
قرقره سیم جوش استیل Co2 کد MIG-ER308L قرقره سیم جوش آلومینیوم Co2 کد MIG-ER5356
قرقره سیم جوش آلومینیوم Co2 کد MIG-ER5356 شیشه ماسک شفاف وینر مدل w-70sm
شیشه ماسک شفاف وینر مدل w-70sm شیشه ماسک نور وینر
شیشه ماسک نور وینر ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG
ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG دستگاه بول ماشین زنجیری وینر مدل W 101
دستگاه بول ماشین زنجیری وینر مدل W 101 دستگاه برش ریلی تک مشعل وینر مدل W 102
دستگاه برش ریلی تک مشعل وینر مدل W 102 دستگاه برش ریلی دو مشعل وینر مدل W 103
دستگاه برش ریلی دو مشعل وینر مدل W 103 گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR
گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR سری گرم کن هواگاز نازل H4 وینر مدل W-058NO
سری گرم کن هواگاز نازل H4 وینر مدل W-058NO سری گرم کن هواگاز نازل H5 وینر مدل W-057NO
سری گرم کن هواگاز نازل H5 وینر مدل W-057NO نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016
نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016 نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017
نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017 نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018
نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018 نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019
نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019 نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020
نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020 نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021
نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021 کلاهک مسی طرح زینسر وینر مدل 002K
کلاهک مسی طرح زینسر وینر مدل 002K سوزن 4 عددی طرح زینسر وینر مدل 004S
سوزن 4 عددی طرح زینسر وینر مدل 004S فلش بک دو سر شلنگ خور وینر مدل 015
فلش بک دو سر شلنگ خور وینر مدل 015 سرپیک هوا برش وینر طرح زینسر مدل 033BO
سرپیک هوا برش وینر طرح زینسر مدل 033BO سرپیک هوا برش وینر طرح مورکس مدل 035BO
سرپیک هوا برش وینر طرح مورکس مدل 035BO سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO
سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO سرپیک برش وینر طرح ویکتور مدل w-090gw
سرپیک برش وینر طرح ویکتور مدل w-090gw سرپیک هوا جوش وینر طرح گلور مدل 037JO
سرپیک هوا جوش وینر طرح گلور مدل 037JO
