














گرمای ورودی جوشکاری چیست | heat input

از گرمای ورودی جوشکاری می توان با نام “انرژی الکتریکی تأمین شده توسط قوس جوش به قطعه کار” یاد کرد. اما در عمل ، گرمای ورودی جوشکاری تقریباً – در صورت عدم توجه به راندمان قوس – به عنوان نسبت قوس الکتریکی اعمال شده به الکترود به سرعت حرکت قوس گفته می شود ، مشخص می شود . گرمای ورودی جوشکاری فاکتور مهمی در کنترل کیفیت جوشکاری قوس الکتریکی است .
چرخه حرارتی مرتبط با جوش قوس الکتریکی دارای تأثیر عمده ای بر ساختارهای میکروسکوپی متاثر از جوشکاری است. توزیع دما و تغییرات معدنی که در اطراف جوش رخ می دهد ، لزوما تحت تأثیر تعدادی از متغیرها است ، از جمله آن ها می توان به موارد زیر اشاره کرد:
- ورودی حرارتی به فرآیند قوسی
- دمای شروع نیز تحت تاثیر پیش گرم شدن است
- طراحی جوشکاری از جمله شکل و ابعاد عناصر مشترک
- هدایت حرارتی فلزات پایه
فرمول قابل قبول برای ورودی حرارت قوس به شرح زیر است:
H = E * I * 60 / S
بطوریکه:
- H ورودی گرما به صورت ژول در واحد طول است
- E ولتاژ قوس در ولت است
- I یک جریان قوس در واحد آمپر است
- S سرعت جوشکاری در واحد طول در دقیقه است
- * و / نمادهای ضرب و تقسیم هستند
- عامل 60 به این دلیل است که ژول برابر است با وات در ثانیه، برای بدست آوردن واحدهای سازگار در هر دو طرف فرمول باید از آن استفاده کرد .
واحد گرمای ورودی جوشکاری J/mm ، kj/mm ، j/cm یا Kj/cm است . بطوریکه J و Kj به ترتیب به معنی ژول و کیلو ژول هستند .
احتمالاً سرعت انتقال جوش پارامتری است که می توان آن را راحت تر تنظیم کرد ، به طوری که هر افزایش باعث کاهش ورودی های گرما می شود. باید به خاطر داشت که استفاده از این فرمول به دلیل تلفات زیاد و جبران ناپذیر گرما باید به عنوان تقریبی در نظر گرفته شود. با این حال ، ممکن است برای مقایسه مفید باشد.
اهمیت آن به این دلیل است که برخی از مشخصات جوشکاری ورودی های حرارتی مجاز ، به ویژه برای جوشکاری و خاموش شدن فولاد را محدود می کند. با این وجود ، به دلیل وابستگی به سایر شرایط جوش ، این مقدار یک عدد ثابت نیست. بنابراین ورودی گرمای جوشکاری باید با توجه به شرایط حاکم تفسیر شود. درجه حرارت بالاتر در شرایطی که افزایش ضخامت وجود دارد ، مجاز است. زیرا در این حالت قطعه باید برای افزایش درجه حرارت گرم شود.
به عنوان یک عامل تعیین کننده ، گرمای ورودی جوشکاری همراه با دمای پیش گرمایش ، برای تعیین نرخ خنک کنندگی ، گرمای ورودی جوشکاری یکی از پارامترهای اضافی است که برای کنترل نتایج حاصل از ساختارهای میکروسکوپی بدست آمده باید مورد توجه قرار گیرد.
مهم ترین خصوصیت گرمای ورودی جوشکاری این است که نرخ خنک کنندگی را در جوشکاری مشخص می کند . از این رو بر روی ریزساختارهای فلز جوش و منطقه HAZ تاثیر می گذارد . یک تغییر در ریز ساختار جوش بطور مستقیم خاصیت مکانیکی جوش را نیز تحت تاثیر قرار می دهد . به همین دلیل است که کنترل گرمای ورودی در کیفیت کنترل جوشکاری قوسی بسیار حائز اهمیت است .
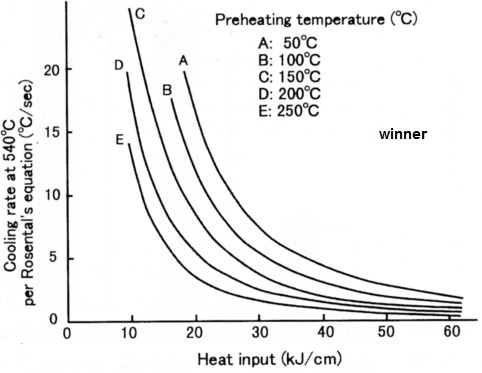
در عکس بالا نحوه تاثیر گرمای ورودی بر نرخ خنک شدن جوش را مشاهده می کنید . همچنین این عکس نشان می دهد که تاثیر گرمای ورودی بر نرخ خنک شدن جوش در زمان هایی که گرمای ورودی کم تری وجود دارد، بیشتر است . البته باید ذکر کرد که در این نمودار فرض بر این است که ضخامت فلز ثابت نگه داشته شده است . این نمودار برای هر مقداری از پیش گرمایش صادق است .
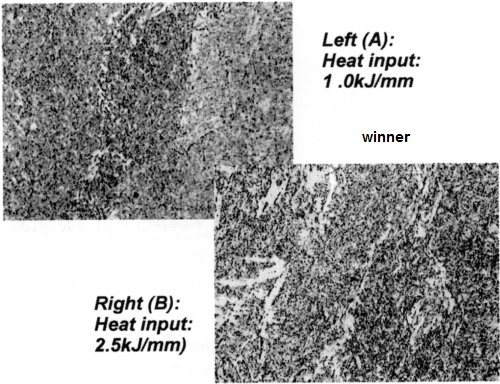
در عکس بالا مشاهده می کنید که گرمای ورودی بالاتر ( 2.5 Kj/mm ) سبب ریزساختارهای درشت تری نسبت به گرمای ورودی ( 1 kj/mm ) شده است .
برای کاربردهای مهم ، یک سری آزمایشات باید انجام شود تا خصوصیات مکانیکی واقعی بدست آمده با استفاده از ورودی های مختلف گرما بررسی شود.
در فولادهای ضد زنگ ، ورود بیش از حد گرما یا طولانی شدن مدت زمان گرما می تواند باعث ایجاد حساسیت شود. بسته به درجه و ضخامت قطعه، محدوده ورودی گرمای ایده آل برای فولاد ضد زنگ ممکن است به طور معمول بین 25 تا 45 کیلو ژول بر اینچ باشد .
برخی از فولادها مانند A514 ، که به عنوان T1 نیز شناخته می شوند ، خواص مکانیکی پیشرفته خود را از یک عملیات حرارتی خاموش و معتدل دریافت می کنند. مقادیر خاصی از این مواد نیز در صورت زیاد شدن ورودی گرمای جوش مستعد کاهش کشش و استحکام عملکرد هستند.
به طور کلی ، نقطه قابل قبول برای جوشکاری گرمای ورودی بین 35 تا 65 کیلوژ در ساعت است. البته به خاطر داشته باشید که برای تعیین محدودیت های خاص ، باید هر برنامه را مرور کنید. بسیاری از فولادهای خفیف موجود در بازار ، مانند A36 ، از میزان گرمای زیاد تأثیر ندارند. بعضی از فولادها می توانند مقادیر بیش از 120 کیلو ژول بر اینچ را تحمل کنند. در حالی که دیگران ممکن است حد بالایی از 45 کیلو ژول در اینچ داشته باشند.
به همین ترتیب ، بسیاری از فلزات پرکننده ، و به ویژه آنهایی که برای بهبود مقاومت در برابر فشار هوای سرد ایجاد شده اند ، مستعد عملکرد تخریب شده نیز هستند.
در مقابل ، ورودی گرمای جوشکاری خیلی کم نیز می تواند مشکلاتی را ایجاد کند. جوشکاری روی قسمت های سنگین از فولاد با ورودی کم گرما یا جوش های کوچک جوشکاری می تواند باعث خنک شدن سریع جوش ها شود ، مقادیر سختی فوق طبیعی را در منطقه تحت تأثیر گرما (HAZ) یا در مهره جوش تولید می کند.
از اینکه در این مقاله با ما همراه بودید متشکریم. منتظر نظرات شما هستیم.




