



















سیم جوش و گازهای محافظ در جوش MIG/MAG و TIG چیست؟
سیم جوش در جوشکاری ماده مصرفی فلزی است که برای اتصال دائمی قطعات فلزی بهکار میرود و هنگام ذوب شدن، فضای بین دو قطعه را پر کرده و پس از سرد شدن، اتصال محکمی ایجاد میکند. این سیم معمولاً بهصورت کلاف یا شاخه عرضه میشود و بسته به نوع جوشکاری (مانند MIG، TIG یا قوس الکتریکی)، جنس فلز پایه و شرایط کار، از آلیاژهای مختلفی مانند فولاد، استیل، آلومینیوم یا چدن ساخته میشود. انتخاب صحیح سیم جوش تأثیر مستقیمی بر کیفیت جوش، استحکام اتصال و مقاومت آن در برابر خوردگی و تنشهای مکانیکی دارد.
گازهای محافظ در جوشکاری MIG/MAG و TIG نقش یک محافظ نامرئی را بازی میکنند. هنگامی که فلز در حین جوشکاری ذوب میشود، بسیار با اکسیژن و نیتروژن موجود در هوا حساس است و اگر با آن تماس پیدا کند، جوش ضعیف، متخلخل (سوراخسوراخ) یا ترکخورده میشود. این گازها (مانند آرگون، CO2 یا مخلوط آنها) از ناحیه جوش و فلز مذاب در برابر تماس با هوای اطراف محافظت فیزیکی میکنند و یک محیط ایزوله ایجاد مینمایند. در نتیجه، جوش تمیز، قوی و بدون عیب ایجاد میشود. به عبارت سادهتر، هیچ جوش باکیفیتی بدون این گازهای محافظ امکانپذیر نیست؛ زیرا هوا دشمن اصلی فرآیند جوشکاری است.
اول بخوانید:
راهنمای کامل انواع دستگاه های جوش (MMA، MIG/CO2، TIG، پلاسما)
الکترود جوشکاری (انواع، مشخصات و نحوه انتخاب صحیح)
وظایف سیم جوش در جوشکاری
سیمهای جوش، رشتههای فلزی باریکی هستند که معمولاً به صورت کلافپیچ شدهاند. این کلافها بر روی دستگاه تغذیه سیم (وایر فیدر) قرار میگیرند و سیم جوش به طور مداوم از طریق تورچ جوشکاری به داخل حوضچه جوش مذاب تغذیه میشود. در نتیجه، فرآیندهای جوشکاری قوسی که از سیم جوش استفاده میکنند، معمولاً نرخ رسوبگذاری بالاتر و سرعت حرکت بیشتری را نسبت به جوشکاری TIG و الکترود دستی (چوبی) ارائه میدهند؛ زیرا در آن روشها، جوشکار باید فلز پرکننده را به صورت دستی به داخل حوضچه جوش وارد کند.
سیم جوش در جوشکاری مانند “ماده پرکننده” عمل میکند و به زبان ساده وظایف زیر را بر عهده دارد:
۱.پرکردن جای خالی:
وقتی دو قطعه فلز را کنار هم قرار میدهید، بین آنها فاصله یا شکاف وجود دارد. سیم جوش ذوب میشود و این فضا را پر میکند تا اتصال کاملی ایجاد شود.
۲. ایجاد استحکام:
سیم جوش از جنس مخصوصی ساخته میشود که پس از ذوب و سرد شدن، محکم و قوی میشود و دو قطعه را مثل یک تکه فلز یکپارچه به هم وصل میکند.
۳.محافظت از جوش:
بسیاری از سیمهای جوش دارای مواد شیمیایی خاصی هستند که هنگام ذوب شدن، گازی ایجاد میکنند. این گاز از منطقه جوش در برابر اکسیژن و نیتروژن هوا محافظت میکند تا جوش ضعیف یا متخلخل نشود.
۴. هدایت جریان برق (در برخی روشها):
در جوشکاری برقی مثل MIG/MAG، سیم جوش همچنین نقش “الکترود” را بازی میکند و جریان برق را از دستگاه جوش به قطعه کار منتقل میکند تا جرقه (قوس الکتریکی) ایجاد شود.
انواع رایج سیم های جوش:
۱.سیم توپر:
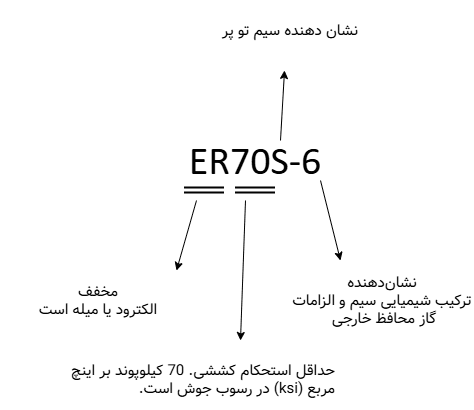
به طور کلی، اکثر افراد از اصطلاحات «سیم توپر»، «سیم GMAW» و «سیم MIG» به جای یکدیگر استفاده میکنند. همانطور که از نامش پیداست، مقطع عرضی سیم توپر در تمام طول آن، کاملاً توپر و جامد است. بیشتر سیمهای توپر دارای یک پوشش مسی هستند که به کاهش خوردگی سیم و بهبود رسانایی الکتریکی کمک میکند. برای محافظت از حوضچه جوش مذاب در برابر آلودگیهای جوی، به یک گاز محافظ خارجی نیاز است. رایجترین سیمهای توپر فولاد کربنی، ER70S-3 و ER70S-6 هستند. توضیح کدها:
این سیمهای توپر در کاربردهای بسیار متنوعی، از ساخت ورقهای فلزی گرفته تا تولید خودرو، قابل استفاده هستند.

۲. سیم جوش هسته فلزی
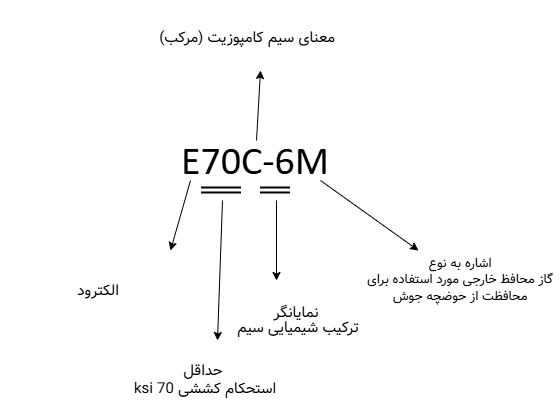
برخلاف سیمهای توپر، سیمهای فلز-هستهای دارای مقطع عرضی لولهای هستند. با توجه به خواص جوش مورد نظر، این سیم لولهای با پودرهای فلزی و عناصر آلیاژی مختلف پر شده است. در نتیجه، سیمهای فلز-هستهای میتوانند نرخ رسوبگذاری بالاتر، سرعت حرکت بیشتر و همچنین توانایی بهبود یافتهای برای جوشکاری روی پوسته نورد (میل اسکیل) و زنگزده ارائه دهند. یکی از سیمهای رایج فلز-هستهای فولاد کربنی، E70C-6M است که در آن:

۳. سیم توپودری (FCAW)
همانطور که از نامش پیداست، سیمهای توپودری، سیمهای لولهای هستند که با پودرهای فلزی و اکسیدهای فلزی پر شدهاند که در حین جوشکاری نقش فلاکس را ایفا میکنند. این فلاکس ذوب شده و به سرباره تبدیل میشود که از جوش در برابر آلودگیهای جوی محافظت میکند. پس از هر پاس جوشکاری، این سرباره باید برداشته شود، در غیر این صورت عیوبی مانند محبوس شدن سرباره ممکن است رخ دهد. سیمهای توپودری دو نوع هستند: سیم توپودری با گاز محافظ (FCAW-G) و سیم توپودری خودمحافظ (FCAW-S).
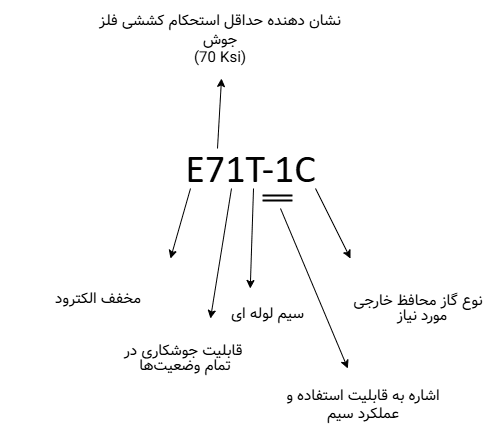
سیمهای FCAW-G نیازمند استفاده از یک گاز محافظ خارجی برای محافظت از حوضچه جوش هستند. محبوبترین سیم FCAW-G فولاد کربنی، E71T-1C است که در آن:

انواع دیگر سیمهای محبوب FCAW-G فولاد کربنی شامل E71T-9C و E71T-12C هستند که میتوانند خواص چقرمگی ضربه شارپی بهتری نسبت به سیم E71T-1C ارائه دهند. این سیمهای FCAW-G معمولاً در صنایعی مانند ساخت سازههای فولادی و کشتیسازی استفاده میشوند. از سوی دیگر، سیمهای FCAW-S میتوانند در حین جوشکاری، گاز محافظ کافی برای محافظت کامل از حوضچه جوش تولید کنند، بدون نیاز به گاز محافظ خارجی. بنابراین، فرآیند FCAW-S بهشدت قابل حمل است و برای جوشکاری در فضای باز یا شرایط بادی ایدهآل میباشد. E71T-8 یک نوع محبوب از سیم جوش FCAW-S است که معمولاً در عملیاتهای صحرایی جایگزین الکترودهای دستی E7018 میشود. کاربردهای متداول آن شامل جوشکاری پلها، آسمانخراشها و سازههای سکوی دریایی است.
۴. سیم جوش co2
سیم جوش CO2 (که اغلب به آن سیم جوش میگ/مگ برای فولاد معمولی میگویند) یک سیم فلزی توپر است که همزمان با گاز دیاکسید کربن (CO2) استفاده میشود. این گاز مثل یک محافظ نامرئی دور ناحیه جوش را میپوشاند و نمیگذارد هوا (مخصوصاً اکسیژن) به جوش مذاب برسد و آن را خراب کند.
چه مواقعی از آن استفاده میکنیم؟
- برای جوش دادن آهن و فولادهای معمولی (کربنی): مثل:
- ساخت و تعمیر در و پنجرههای آهنی، نرده، حفاظ و دربهای بزرگ.
- ساخت اسکلتهای فلزی، سوله، سازههای ساختمانی.
- تعمیر و ساخت بدنه خودرو، شاسی، کامیون و تریلی.
- ساخت مخازن فلزی، میز و قفسههای صنعتی.
- وقتی سرعت و کارایی مهم است: این روش بسیار سریع است و برای پروژههای بزرگ و خط تولید ایدهآل است.
- وقتی هزینه مهم است: گاز CO2 نسبت به گازهای دیگر مثل آرگون ارزانتر است و برای کارهای معمولی فولاد بسیار مقرونبهصرفه میباشد.
- برای جوشکاری ضخامتهای متوسط تا زیاد: برای ورقها و قطعات نسبتاً ضخیم (مثلاً از ۱ میلیمتر به بالا) خیلی خوب جواب میدهد.
خلاصه نکات کلیدی:
- مواد این سیم جوش فقط برای آهن و فولاد معمولی مناسب است (نه برای آلومینیوم یا استیل ضدزنگ).
- مزیت اصلی: سرعت بالا و هزینه پایین برای پروژههای بزرگ.
- معایب: جرقه و دود بیشتری نسبت به بعضی روشها دارد و جوش آن کمی خشنتر است (برای کارهای هنری و ظریف زیاد مناسب نیست).
- گاز محافظ: حتماً باید همراه با گاز CO2 خالص یا مخلوط CO2 و آرگون استفاده شود.
مثال:
اگر یک کارگاه در و پنجرهسازی آهنی داشته باشید، یا یک تعمیرگاه خودرو برای جوش دادن قطعات بدنه، احتمالاً از همین سیم جوش با گاز CO2 استفاده میکنند چون هم سریع است، هم قوی و هم مقرونبهصرفه.
۵. سیم جوش TIG :
سیم جوش TIG (یا میلهی پرکننده TIG) یک میلۀ فلزی کوتاه، مستقیم و بدون پوشش است که به صورت دستی به حوضچه جوش اضافه میشود. در این روش، یک تورچ جداگانه قوس الکتریکی ایجاد میکند و گرما تولید مینماید و شما با دست دیگر این میله را به منطقه گرم شده نزدیک کرده و ذوب میکنید.
تفاوت بزرگ با سیم جوش CO2/MIG: در TIG، سیم جوش خودش جرقه و جوش ایجاد نمیکند، بلکه فقط به عنوان ماده پرکننده ذوب میشود. کنترل کامل در دست جوشکار است.
چه مواقعی از سیم جوش TIG استفاده میکنیم؟
این روش برای کارهای بسیار ظریف، تمیز و باکیفیت مانند موارد زیر استفاده میشود:
- برای جوشکاری فلزات ظریف و نازک: مثل:
- ساخت و تعمیر رادیاتورهای آلومینیومی خودرو
- جوشکاری بدنه موتور سیکلتهای اسپورت
- ساخت محصولات استیل دکوراتیو (نردههای لوکس، آثار هنری فلزی)
- جوش لولههای بسیار نازک (مثل لولههای مبدل حرارتی)
- برای جوشکاری فلزات خاص و سختجوش:
- آلومینیوم و آلیاژهای آن (مثل بدنه قایقهای تندرو)
- استیل ضدزنگ (زنگنزن) صنایع غذایی و دارویی (مثل مخازن شیر و آبمیوه)
- مس و برنج (مثل لولهکشی صنعتی یا قطعات تزئینی)
- تیتانیوم (صنایع هواپیماسازی و پزشکی)
- وقتی کیفیت و زیبایی جوش اهمیت فوقالعاده دارد
- جوش باید یکدست، صاف و بدون پاشش باشد.
- در صنایع غذایی، دارویی و دریایی که جوش باید کاملاً صیقلی و تمیز باشد.
- برای جوشهای قابل رویت در محصولات نهایی که ظاهر مهم است.
- وقتی نیاز به کنترل دقیق حرارت داریم
- برای جلوگیری از سوختن یا تغییر شکل قطعات نازک.
- در جوشکاری لوله که نباید مواد داخل لوله بسوزند یا مسدود شود.
مراحل نحوه کار با سیم جوش با دستگاه جوش آرگون :
در جوشکاری TIG ، سیم جوش (که معمولاً به شکل میلهای مستقیم است) به صورت دستی و جداگانه به فرآیند اضافه میشود. مراحل کار به زبان ساده:
- آمادهسازی: قطعه کار را تمیز کنید. میله پرکننده (سیم جوش) را در دست چپ و تورچ TIG را در دست راست بگیرید (برای راستدستان).
- ایجاد قوس: با پدال یا کلید روی تورچ، جرقه (قوس الکتریکی) ایجاد کنید. این جرقه بین نوک تنگستن تورچ و قطعه کار میپرد و یک حوضچه مذاب کوچک و براق ایجاد میکند (مثل ذوب شدن یک قطره شبنم روی فلز).
- اضافه کردن سیم جوش: نوک میله پرکننده را به آرامی به لبه حوضچه مذاب (نه مستقیماً به مرکز آن) نزدیک کنید. حرارت حوضچه، نوک میله را ذوب میکند و قطره مذاب داخل حوضچه میریزد.
- حرکت هماهنگ: پس از اضافه کردن یک قطره کوچک، میله را کمی عقب ببرید، اما همچنان داخل منطقه محافظ گاز نگه دارید. همزمان، تورچ را به آرامی به جلو حرکت دهید تا حوضچه مذاب حرکت کند و جوش شکل بگیرد. این عمل اضافه کردن قطره و حرکت را به طور مداوم و ریتمیک تکرار کنید.
- پایان کار: در انتها، ابتدا میله پرکننده را از منطقه جوش دور کنید، سپس با استفاده از پدال یا کلید، جرقه را به آرامی قطع نمایید تا گاز محافظ چند ثانیهای باقی بماند و جوش در حال سرد شدن محافظت شود.
نکات جوشکاری با سیم جوش چیست؟
۱. انتخاب درست سیم و گاز:
سیم جوش: جنس سیم باید با فلز کار همانند باشد (آهن با سیم آهن، آلومینیوم با سیم آلومینیوم).
گاز محافظ:
- برای آهن معمولی: گاز CO۲ یا مخلوط آرگون + CO۲.
- برای آلومینیوم یا استیل: فقط آرگون خالص.
۲. تنظیمات دستگاه:
- ولتاژ (حرارت): اگر جوش پهن و تخت شد یا سوراخ ایجاد کرد، ولتاژ زیاد است. اگر جوش برجسته و باریک شد، ولتاژ کم است.
- سرعت تغذیه سیم: اگر دستگاه تق تق میکند و سیم به قطعه میخورد، سرعت زیاد است. اگر قوس ناپایدار است، سرعت کم است.
- قاعده سرانگشتی: سیم جوش هرچه ضخیمتر، به حرارت بیشتر نیاز دارد.
۳. تمیزی سطح کار:
همیشه جای جوش را با فرچه سیمی یا سنگ سمباده تمیز کنید (چربی، رنگ، زنگزدگی، گردوغبار را پاک کنید). جوشکاری روی آلودگی مثل “چسباندن دوچسب روی گردوغبار” است!
۴. تکنیک دست:
- فاصله نازل تورچ از کار: حدود ۱۰ تا ۱۵ میلیمتر (به اندازه قطر یک خودکار) حفظ کنید.
- زاویه تورچ: معمولاً ۷۵ تا ۸۰ درجه نسبت به سطح کار (مثل آبپاش کمی کج).
حرکت دادن: دو روش رایج:
- حرکت خطی مستقیم: برای جوش گوشه و لب به لب.
- حرکت زیگزاگ یا دایرهای کوچک: برای جوش سراسری و پرکردن شکاف.
- جهت حرکت: معمولاً جلو به عقب (پوش گان) برای جوش با نفوذ بهتر.
۵. ایمنی:
- ماسک جوشکاری اتوماتیک یا شیشه تیره بزنید تا چشمتان نسوزد.
- دستکش چرمی و لباس نسوز بپوشید تا جرقه پوستتان را نیسوزاند.
- در محیط باز یا تهویه قوی کار کنید تا دود جوش را استنشاق نکنید.
۶. عیبیابی سریع:
- جوش سوراخ سوراخ (مثل کندوی عسل): گاز محافظ کم است، یا باد میآید یا نازل کثیف است.
- جرقه و پاشش زیاد: ولتاژ خیلی بالاست یا سطح کار کثیف است.
- سیم به کار میچسبد (جوش نمیخورد): ولتاژ کم است یا سرعت سیم زیاد است.
- جوش شکل قارچی داد: سرعت حرکت دست شما کم است یا سیم زیاد تغذیه میشود.
سوالات متداول
برای جوشکاری آهن معمولی با دستگاه میگ، از چه گازی استفاده کنم؟ CO2 خالص یا مخلوط؟
CO2 خالص: ارزانتر است، نفوذ جوش عمیقتری میدهد، اما جرقه و پاشش بیشتر و سطح جوش خشنتری دارد. برای کارهای عمومی و ساختمانی خوب است.
مخلوط آرگون + CO2 (مثلاً ۷۵٪ آرگون، ۲۵٪ CO2): گرانتر است، اما قوس نرمتر، پاشش کمتر و سطح جوش تمیزتر و صافتری ایجاد میکند. برای کارهای با کیفیتتر مثل بدنهسازی پیشنهاد میشود.
چرا جوش من با دستگاه جوش CO2 و MIG سوراخ سوراخ (مثل کندوی عسل) میشود؟
- گاز محافظ کافی نیست: سیلندر گاز خالی است، شیر آن کم باز است، نازل تورچ مسدود یا نشتی دارد، یا در فضای باز باد میآورد.
- تمیزی: سطح کار یا سیم جوش چرب، زنگزده یا کثیف است.
برای جوش آلومینیوم با TIG یا میگ، از چه گازی استفاده کنم؟
فقط و فقط از آرگون خالص استفاده کنید. آرگون برای آلومینیوم و استیل ضدزنگ یک محافظ عالی ایجاد میکند. CO2 برای این فلزات اصلاً مناسب نیست و جوش را خراب میکند.
سیم جوش در حین کار مدام به قطعه میچسبد (جوش نمیخورد) یا دستگاه تقتق میکند. دلیلش چیست؟
- تنظیمات نسبت ولتاژ به سرعت سیم اشتباه است.
- اگر ولتاژ خیلی کم یا سرعت سیم خیلی زیاد باشد، سیم قبل از ذوب شدن به کار برخورد میکند.
- تنظیم درست: ولتاژ را کمی افزایش یا سرعت سیم را کمی کاهش دهید تا صدای یکنواخت هیس بشنوید.
در جوش TIG، چرا نوک تنگستن (الکترود) سیاه میشود یا سریع میسوزد؟
- معمولاً به دلیل عدم وجود گاز محافظ کافی است.
- دیر گاز را باز کردهاید یا زود بستهاید (باید چند ثانیه قبل و بعد از جرقه، گاز جریان داشته باشد).
- سرعت جریان گاز کم است (برای TIG معمولاً بین ۱۰-۱۵ لیتر بر دقیقه).
- نازل تورچ کثیف است یا شعاع گاز محافظ را باد میزند.
تفاوت اصلی گاز در میگ و TIG چیست؟
- در MIG/MAG: گاز هم از ذوب شدن سیم محافظت میکند و هم روی قطعه کار را میپوشاند. گاز مستقیماً روی کیفیت قوس و انتقال فلز تاثیر میگذارد.
- در TIG: گاز محافظت اصلی را از نوک داغ تنگستن و حوضچه جوش به عمل میآورد. میله پرکننده جداگانه و دستی اضافه میشود. خلوص گاز (مثل آرگون خالص) در TIG اهمیت بسیار بالاتری دارد.
برای جوش استیل ضدزنگ (زنگنزن) با میگ، از چه سیم و گازی استفاده کنم؟
- سیم جوش: حتماً از سیم استیل ضدزنگ (مثلاً سری ۳۰۸L) استفاده کنید.
- گاز محافظ: از مخلوط آرگون و CO2 با درصد CO2 بسیار کم (مثلاً ۹۸٪ آرگون + ۲٪ CO2) یا گاهی آرگون خالص استفاده میشود تا از زنگزدگی و کاهش خواص ضدزنگ جلوگیری شود.
آیا میتوانم برای جوشکاری میگ، به جای گاز از سیم توپودری (سیم بدون گاز) استفاده کنم؟
بله، اما سیم توپودری خودش مواد ایجادکننده سرباره و محافظ دارد. دو نوع است:
- خودمحافظ (FCAW-S): اصلاً نیاز به گاز ندارد و برای فضای باز و بادگیر عالی است.
- با گاز (FCAW-G): با گاز استفاده میشود و کیفیت بهتری دارد.
کلام وینر
سیم جوش مثل “چسب ذوبشده” است و مانند چسب، فضای خالی را پر میکند و پس از سفت شدن، دو قطعه را محکم به هم میچسباند. اما برخلاف چسب، خودش ذوب میشود و با فلز پایه ترکیب میشود تا اتصال قویتری ایجاد کند. جنس سیم جوش باید با جنس فلز پایه (آهن، آلومینیوم، استیل و…) سازگار باشد، در غیر اینصورت جوش ضعیف یا ترک میخورد.
این نکته را همیشه بدانید که جوشکاری مهارت است، نه دانش محض. تمرین روی قطعات اضافی قبل از شروع کار اصلی، بهترین راه یادگیری است. تنظیمات دستگاه را کم کم پیدا کنید و عجله نکنید.
منبع: sea.itwwelding.com




