افزایش بهرهوری دستگاه برش پلاسما

یادگیری و استفاده از برش پلاسما آسان است در واقع آنقدر آسان است که بسیاری از کاربران دستگاه را از بسته بندی آن خارج می کنند و مستقیماً با آن کار می کنند. با این حال، این رویکرد ممکن است قابلیت های برش پلاسما را بهینه نکند. در این مقاله چند نکته و تمرین به شما آموزش داده می شود که به وسیله آن ها می توانید بهرهوری دستگاه برش پلاسما را بالا ببرید و این نکات کارایی و دقت شما را افزایش می دهد و عمر دستگاه برش پلاسما و مواد مصرفی شما را طولانی می کند.
بیشتر بخوانید:

نکات اولیه برای داشتن بهترین بهره از ابزار برش قبل از شروع برشکاری
پس از خرید دستگاه برش پلاسما مناسب برای نیازهای خود، اولین و مهمترین گام خواندن دفترچه راهنمای مالک است. خواندن کتابچه راهنمای مالک گام مهمی است که بسیاری از کاربران در انجام آن کوتاهی میکنند. وقت گذاشتن برای خواندن کامل دفترچه راهنما و آشنایی با دستگاه برش پلاسما خاص شما، مفید است. این کتاب حاوی اطلاعات مهمی در مورد ایمنی و بهترین استفاده از برش پلاسما است.

اطلاعات زیر اطلاعات مهمی هستند که هنگام شروع کار با ابزار برش پلاسما باید به آن دقا کنید اما آنها جایگزین مطالعه کامل دفترچه راهنما نمی شود. دفترچه راهنما را بخوانید سپس آن را در دسترس داشته باشید تا شما و سایر اپراتورها بتوانید در صورت نیاز به آن مراجعه کنید.
- سیم برق را بررسی کنید تا مطمئن شوید که در شرایط خوبی است و به نوع صحیح به منبع تغذیه اولیه وصل شده است. برخی از واحدها، مانند آنهایی که از فناوری Auto-line™ استفاده می کنند، به شما امکان می دهند آنها را به هر منبع تغذیه از 208 تا 575 ولت وصل کنید. واحدهای دیگر نیاز به ولتاژ خاصی دارند و این به کاربر بستگی دارد که مطمئن شود به منبع تغذیه صحیح وصل شده اند و هر کلید انتخاب برق به درستی تنظیم شده است.
- منبع هوای خود را بررسی کنید تا مطمئن شوید که جریان هوا و فشار صحیح وارد دستگاه می شود. دفترچه راهنمای مالک شما باید حاوی الزامات هوا باشد.
- هوای خشک برای برش پلاسما مهم است و ظرفیت برش را به حداکثر می رساند. در صورتی که دستگاه مجهز به فیلتر هوا و/یا خشک کن نیست، آن را نصب کنید. فیلتر و یا خشک کن را مطابق با توصیه های سازنده بررسی، تمیز و تعویض کنید. داشتن نوعی درزگیر روی اتصال برای کاهش خطر نشت فشار هوا، مهم است.
- مشعل را وصل کنید، اگر قبلاً وصل نشده است.
- مطمئن شوید که همه مواد مصرفی شما در جای خود قرار دارند و برای کار مناسب هستند و از محکم و ایمن بودن آنها مطمئن شوید. تماس های زیادی از افراد دریافت می شود که برخی از اتصالات را به اندازه کافی سفت می کنند و در نتیجه برش متناوب را تجربه می کنند.
- در صورت وجود، فرآیند مناسب را انتخاب کنید. در برخی از ماشینهای خروجی بالاتر، یک سوئیچ به کاربر این امکان را میدهد که بین برش و کوبیدن یکی را انتخاب کند.
- دستگاه را روشن کنید.
- تنظیمات هوا را بررسی کنید. تنظیمات PSI ممکن است تنظیمات مختلفی برای برش داشته باشد. در برخی از کاترهای پلاسما، اپراتور آمپر را به صفر می رساند که جریان هوا را روشن می کند و به اپراتور اجازه می دهد فشار صحیح را تنظیم کند.
- خروجی را روی تنظیمات صحیح قرار دهید.
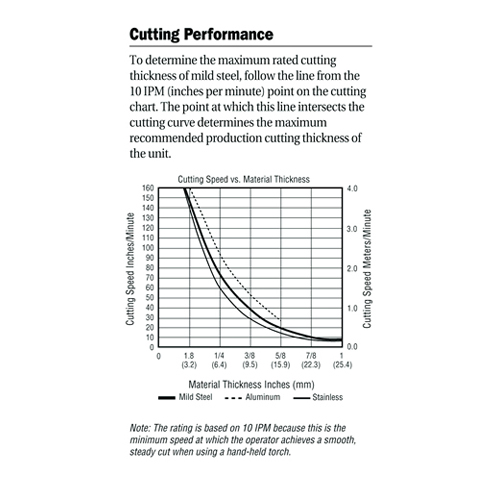
نمودار زیر، نمودار سرعت برش است که سرعت برش اسمی منبع برق برای فولاد نرم، آلومینیوم و فولاد ضد زنگ با ضخامت های مختلف را نشان می دهد.
- اتصال زمین به قطعه کار را بررسی کنید. اگرچه پلاسما می تواند فلز رنگ شده را برش دهد، اما نیاز به اتصال محکم بر روی قسمت تمیز قطعه کار دارد.
- مطمئن شوید که تمام تجهیزات ایمنی را در جای خود قرار داده اید. دفترچه راهنمای ابزار برش پلاسمای شما دارای جزئیات بیشتری است، اما به طور کلی شما همان نوع تجهیزات محافظی را که هنگام جوشکاری می خواهید در این جا نیز به آن ها نیاز دارید. اگر میز خیس است و بازوی خود را برهنه روی آن می گذارید، ممکن است بخشی از مدار شوید و شوک برقی دریافت کنید، بنابراین مطمئن شوید که از چرم های جوشکاری همراه با دستکش مناسب و محافظ چشم استفاده می کنید. معمولاً محافظت از چشم با عینک با سایه شماره 5 حداقل محافظت از چشم را ارائه می دهد. سایه های دیگر بسته به آمپر مورد نیاز است. محافظ صورت نیز در طول کار با ابزار برش پلاسما، توصیه می شود.
- برای بررسی تنظیمات و سرعت حرکت خود، یک برش نمونه بر روی همان نوع موادی که قطعه کار شما از آن جنس است، انجام دهید.
- توقف تمیز و ادامه برش طولانی دشوار است. برش را از قبل تمرین کنید تا مطمئن شوید که آزادی حرکت کافی برای یک برش مداوم دارید.
بیشتر بخوانید:

نکات مهم برای بالابردن بهره وری برش پلاسما
یک برش تمیز به عوامل مختلفی بستگی دارد: سرعت برش، تکنیک، فاصله از سطح کار و مواد مصرفی. جریان پلاسما را روی قطعه کار متمرکز کنید.
هنگام برش مواد ضخیم تر از نوک آمپر بالاتر استفاده کنید. از آنجایی که نوک آمپر پایینتر دهانه کوچکتری دارد، جریان پلاسما باریکی را در تنظیمات پایینتر برای استفاده در مواد نازکتر حفظ میکند. استفاده از نوک 40 آمپر در تنظیم 80 آمپر باعث انحراف دهانه نوک می شود و نیاز به تعویض دارد. استفاده از یک نوک 80 در تنظیمات پایین تر، جریان پلاسما را نیز متمرکز نمی کند و منجر به برش صفحه گسترده تر می شود. برای برش در گوشه ها، با استفاده از الگوها یا در مناطق تنگ، از نوک های توسعه یافته استفاده کنید. نوکهای کوبنده جریان پلاسما را پخش میکنند و مواد زیادی را به یکباره حذف میکنند و قوس را قادر میسازد تا مقدار زیادی از مواد را در یک عبور حذف کند.
اگر از هوای تمیز و خشک استفاده می کنید و برش های طولانی تری انجام می دهید، می توانید انتظار داشته باشید که تقریباً دو ساعت بصورت پی در پی بتوانید برش را انجام دهید.

راه اندازی مجدد مداوم قوس پیلوت با فعال کردن مشعل، عمر مواد مصرفی شما را کاهش می دهد. زیرا لاستیک های جریان الکتریکی کوتاه ترین مسیر را به قطعه کار پیدا می کنند. این باعث کاهش عمر مواد مصرفی می شود. وقتی از محافظ درگ استفاده نمیکنید، از 1/16 تا 1/8 اینچ استفاده کنید. فاصله بین نوک و قطعه کار همانطور که اشاره شد، لمس نوک به سطح کار بر کیفیت برش و عمر مصرفی شما تأثیر می گذارد. با این حال، دورتر کردن نوک از قطعه کار به طور موثری ظرفیت برش دستگاه را کاهش می دهد.

هنگامی که از یک محافظ درگ استفاده نمی کنید فاصله 1/16 تا 1/8 اینچی نوک ابزار برش پلاسما را تا سطح کار حفظ کنید. حفظ این اصله طول عمر مواد مصرفی شما را افزایش می دهد، برش تمیزتری تشکیل می دهد و ظرفیت برش دستگاه شما را به حداکثر می رساند.
بیشتر بخوانید:
از دستگاه برش پلاسما چه استفاده ای می توان کرد؟

طریقه نگه داشتن دست در بالابردن بهره وری برش پلاسما
اگر از محافظ درگ استفاده نمیکنید، برای برشهای دقیقتر، توصیه میکنیم که دست غیر برشتان را همانطور که در شکل بالا نشان داده شده است پایین بیاورید و از آن به عنوان راهنما برای دست دیگر استفاده کنید. این حالت دست، به شما آزادی حرکت در همه جهات می دهد و در عین حال به حفظ حالت ایستادگی و ثابت نگه داشتن دست کمک می کند. همانطور که اشاره شد، توصیه می کنیم قبل از انجام برش خود، آن را تمرین کنید تا مطمئن شوید که می توانید آن را در یک حرکت مداوم انجام دهید. شروع یک قوس در وسط یک برش و حفظ یک خط برش تمیز دشوار است. هنگام برش، مشعل را تا حد امکان عمود بر قطعه کار نگه دارید.

هنگام سوراخ کردن مواد نازک برای شروع یک برش، قوس ممکن است بتواند با پاشش کم یا بدون پاشش از داخل سوراخ کند. با این حال، در مواد ضخیم تر، با مشعل در زاویه 45 درجه شروع کنید تا اولین پاشش فلز جایی برای رفتن داشته باشد. در غیر این صورت، فلز به عقب پاشیده می شود و به سرعت مواد مصرفی شما را می پوشاند.
بیشتر بخوانید:
محدودیت های برش پلاسما چیست؟ در چه مواردی هوا برش ترجیح داده می شود؟
بالابردن بهره وری دستگاه برش پلاسما با مسیر حرکت برش
کشیدن مشعل، از فشار دادن آن راحت تر است. یک برش پلاسما شامل یک لبه اریب و یک لبه مستقیم است. اگر این برای پروژه شما مهم است، بر اساس آن برنامه ریزی کنید. پلاسما هنگام خروج از نوک مشعل میچرخد، یک طرف حرکت می کند و از طرف دیگر تمام میشود. یک راه آسان برای به خاطر سپردن آن این است که مشعل پلاسما را به عنوان یک ماشین بدون دنده عقب در نظر بگیریم. مشعل همیشه به سمت جلو حرکت می کند.
بیشتر بخوانید:
دستگاه برشکاری پلاسما چه ویژگی هایی باید داشته باشد
تنظیمات آمپر و سرعت حرکت در افزایش بهره وری دستگاه برش پلاسما
دفترچه راهنمای مالک شما باید شامل نموداری باشد که ضخامت مواد را با سرعت حرکت بر حسب اینچ در دقیقه مقایسه میکند. هرچه سریعتر حرکت کنید (مخصوصاً روی آلومینیوم)، برش شما تمیزتر خواهد بود. در مواد ضخیم تر، دستگاه را روی خروجی کامل تنظیم کنید و سرعت حرکت خود را تغییر دهید. در مواد نازک تر، باید آمپراژ را کم کنید و به نوک آمپر کمتر تغییر دهید تا سطح باریکی داشته باشید.
بیشتر بخوانید:
هنگام خرید دستگاه برش پلاسما به چه مواردی باید دقت کرد؟

برای تعیین اینکه آیا خیلی سریع یا خیلی آهسته پیش می روید، به صورت بصری قوسی را که از پایین برش می آید دنبال کنید. قوس باید با زاویه 15 تا 20 درجه بر خلاف جهت حرکت از ماده خارج شود. اگر مستقیم به سمت پایین می رود، به این معنی است که شما خیلی آهسته پیش می روید و با تجمع غیرضروری تفاله یا سرباره مواجه خواهید شد. اگر خیلی سریع بروید، شروع به پاشیدن می کند. از آنجایی که قوس به صورت زاویهای دنبال میشود، در انتهای برش، سرعت برش خود را کم کنید و مشعل را به شکلی درآورید که از آخرین تکه فلز بریده شود.

اگر سرعت حرکت مناسب را حفظ کنید، جرقه ها با زاویه 15 تا 20 درجه از قطعه کار خارج می شوند. در پایان یک برش، مشعل را به سمت جلو زاویه دهید تا آخرین تکه فلز را برش دهید.
برای کسب اطلات بیشتر راجع به قیمت دستگاههای برش پلاسما وینر به لینک زیر مراجعه کنید:
 دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند) دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند) دستگاه لیزر زنگ زدایی 3000 وات وینر
دستگاه لیزر زنگ زدایی 3000 وات وینر دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰
دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰ دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850
دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850 دستگاه جوش آرگون 250 آمپر 6510 وینر
دستگاه جوش آرگون 250 آمپر 6510 وینر کانکتور نری جوشکاری سایز 25 وینر مدل 1025
کانکتور نری جوشکاری سایز 25 وینر مدل 1025 کانکتور نری جوشکاری سایز 50 وینر مدل 1050
کانکتور نری جوشکاری سایز 50 وینر مدل 1050 کانکتور نری جوشکاری سایز 75 وینر مدل 1075
کانکتور نری جوشکاری سایز 75 وینر مدل 1075 کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025
کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025 کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050
کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050 کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075
کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075 کابل جوش استاندارد سایز 12 وینر مدل 1012
کابل جوش استاندارد سایز 12 وینر مدل 1012 کابل جوش استاندارد سایز 14 وینر مدل 1014
کابل جوش استاندارد سایز 14 وینر مدل 1014 کابل جوش استاندارد سایز 16 وینر مدل 1016
کابل جوش استاندارد سایز 16 وینر مدل 1016 کابل جوش استاندارد سایز 18 وینر مدل 1018
کابل جوش استاندارد سایز 18 وینر مدل 1018 کابل جوش درجه 1 سایز 12 وینر مدل 2012
کابل جوش درجه 1 سایز 12 وینر مدل 2012 کابل جوش درجه 1 سایز 14 وینر مدل 2014
کابل جوش درجه 1 سایز 14 وینر مدل 2014 کابل جوش درجه 1 سایز 16 وینر مدل 2016
کابل جوش درجه 1 سایز 16 وینر مدل 2016 کابل جوش درجه 1 سایز 18 وینر مدل 2018
کابل جوش درجه 1 سایز 18 وینر مدل 2018 انبر اتصال 300 آمپر وینر مدل 007
انبر اتصال 300 آمپر وینر مدل 007 انبر اتصال 500 آمپر وینر مدل 008
انبر اتصال 500 آمپر وینر مدل 008 انبر اتصال 600 آمپر وینر مدل 006
انبر اتصال 600 آمپر وینر مدل 006 انبر جوش 300 آمپر وینر مدل 024
انبر جوش 300 آمپر وینر مدل 024 انبر جوش 450 آمپر وینر مدل 025
انبر جوش 450 آمپر وینر مدل 025 انبر جوش 550 آمپر W-026-550A
انبر جوش 550 آمپر W-026-550A مانومتر اکسیژن وینر طرح زینسر مدل 029OX
مانومتر اکسیژن وینر طرح زینسر مدل 029OX مانومتر استیلن وینر طرح زینسر مدل 030AC
مانومتر استیلن وینر طرح زینسر مدل 030AC مانومتر Co2 وینر طرح زینسر مدل 03۷CO
مانومتر Co2 وینر طرح زینسر مدل 03۷CO مانومتر نیتروژن طرح زینسر وینر مدل W-046N
مانومتر نیتروژن طرح زینسر وینر مدل W-046N مانومتر آرگون طرح زینسر وینر مدل W-047A
مانومتر آرگون طرح زینسر وینر مدل W-047A مانومتر اکسیژن وینر طرح مکسی مدل 0310X
مانومتر اکسیژن وینر طرح مکسی مدل 0310X مانومتر استیلن وینر طرح مکسی مدل 032AC
مانومتر استیلن وینر طرح مکسی مدل 032AC مانومتر Co2 وینر طرح مکسی مدل 039CO
مانومتر Co2 وینر طرح مکسی مدل 039CO مانومتر آرگون وینر طرح مکسی مدل 044A
مانومتر آرگون وینر طرح مکسی مدل 044A مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A
مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A مانومتر استیلن طرح جنرال وینر مدل W-049AC
مانومتر استیلن طرح جنرال وینر مدل W-049AC مانومتر اکسیژن طرح جنرال وینر مدل W-048OX
مانومتر اکسیژن طرح جنرال وینر مدل W-048OX مانومتر CO2 طرح جنرال وینر مدل W-050CO
مانومتر CO2 طرح جنرال وینر مدل W-050CO کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022 کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023 ماسک جوشکاری دستی وینر مدل 001
ماسک جوشکاری دستی وینر مدل 001 دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw
دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw گیره اتصال تمام برنز طرح آمریکایی وینر مدل W-073GE
گیره اتصال تمام برنز طرح آمریکایی وینر مدل W-073GE گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072
گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072 گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071
گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071 شیلنگ دو قلو لاستیکی وینر
شیلنگ دو قلو لاستیکی وینر شیلنگ دوقلوی هوابرش کره ای مارک برجسته
شیلنگ دوقلوی هوابرش کره ای مارک برجسته قرقره سیم پودری کد MIG-E71T-GS
قرقره سیم پودری کد MIG-E71T-GS قرقره سیم جوش Co2 پنج کیلویی کد MIG-ER70S-6(میگ)
قرقره سیم جوش Co2 پنج کیلویی کد MIG-ER70S-6(میگ) قرقره سیم جوش استیل Co2 پنج کیلویی کد MIG-ER308L (میگ)
قرقره سیم جوش استیل Co2 پنج کیلویی کد MIG-ER308L (میگ) قرقره سیم جوش آلومینیوم Co2 هفت کیلویی کد MIG-ER5356 (میگ)
قرقره سیم جوش آلومینیوم Co2 هفت کیلویی کد MIG-ER5356 (میگ) شیشه ماسک شفاف وینر مدل w-70sm
شیشه ماسک شفاف وینر مدل w-70sm شیشه ماسک نور وینر
شیشه ماسک نور وینر ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG
ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG دستگاه بول ماشین زنجیری وینر مدل W 101
دستگاه بول ماشین زنجیری وینر مدل W 101 دستگاه برش ریلی تک مشعل وینر مدل W 102
دستگاه برش ریلی تک مشعل وینر مدل W 102 دستگاه برش ریلی دو مشعل وینر مدل W 103
دستگاه برش ریلی دو مشعل وینر مدل W 103 گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR
گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR سری گرم کن هواگاز نازل H4 وینر مدل W-058NO
سری گرم کن هواگاز نازل H4 وینر مدل W-058NO سری گرم کن هواگاز نازل H5 وینر مدل W-057NO
سری گرم کن هواگاز نازل H5 وینر مدل W-057NO نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016
نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016 نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017
نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017 نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018
نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018 نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019
نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019 نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020
نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020 نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021
نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021 کلاهک مسی طرح زینسر وینر مدل 002K
کلاهک مسی طرح زینسر وینر مدل 002K سوزن 4 عددی طرح زینسر وینر مدل 004S
سوزن 4 عددی طرح زینسر وینر مدل 004S فلش بک دو سر شلنگ خور وینر مدل 015
فلش بک دو سر شلنگ خور وینر مدل 015 سرپیک هوا برش وینر طرح زینسر مدل 033BO
سرپیک هوا برش وینر طرح زینسر مدل 033BO سرپیک هوا برش وینر طرح مورکس مدل 035BO
سرپیک هوا برش وینر طرح مورکس مدل 035BO سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO
سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO سرپیک برش وینر طرح ویکتور مدل w-090gw
سرپیک برش وینر طرح ویکتور مدل w-090gw سرپیک هوا جوش وینر طرح گلور مدل 037JO
سرپیک هوا جوش وینر طرح گلور مدل 037JO




توضیحات عالی بود ممنون
خوشحالیم که براتون مفید بوده
ممنون بابت مقاله مفیدتون
خوشحالیم که براتون مفید بوده