جوش و برش چیست؟ یک راهنمای جامع برای شروع (آشنایی با مفاهیم پایه)
تصور کنید میخواهید دو تکه چوب یا پلاستیک را به هم بچسبانید. از “چسب” استفاده میکنید. دنیای جوشکاری و برش هم دقیقاً همین است، اما برای چسباندن یا جدا کردن قطعات سخت مثل آهن، فولاد، آلومینیوم و…
دو فن جوشکاری و برش، ستون فقرات صنعت هستند. تقریباً هر چیزی که در اطراف خود میبینید، از ماشین و دوچرخه گرفته تا ساختمانها و پلها، با کمک جوشکاری ساخته یا با برش شکل داده شدهاند. این دنیا ترکیبی از مهارت فنی، هنر و علم مواد است!
جوشکاری به چه معناست؟
جوشکاری مانند “چسب زدن قطعات فلز به هم” است، اما به جای چسب، از حرارت بسیار زیاد استفاده میکنیم. این حرارت لبههای فلز را ذوب میکند و وقتی این مواد مذاب سرد میشوند، برای همیشه به یکدیگر متصل میشوند.
چند روش ساده برای جوشکاری:
۱. جوشکاری با برق (جوش قوس الکتریکی):
مانند رعد و برق در مقیاس کوچک! یک الکترود (میله جوش) را به قطعه کار نزدیک میکنیم. یک جرقه الکتریکی (قوس) بین آنها ایجاد میشود که حرارت فوقالعاده زیادی تولید میکند و هر دو را ذوب میکند.
کاربرد: ساخت اسکلت ساختمانها، پلها، مخازن و تعمیرات عمومی.
۲. جوشکاری با گاز (جوش اکسی استیلن):
مانند فندک ابرقدرتمند! با سوزاندن مخلوط گاز استیلن و اکسیژن، یک شعله بسیار داغ ایجاد میکنیم تا فلز را ذوب کند.
کاربرد: تعمیرات لولهکشی، ساخت دکوراسیون فلزی و جوشکاری قطعات نازک.
۳. جوشکاری MIG/CO2:
مانند چسب حرارتی! یک سیم فلزی به طور خودکار از داخل دستگاه خارج میشود و همزمان با ایجاد قوس الکتریکی، ذوب شده و به عنوان ماده پرکننده بین دو قطعه قرار میگیرد.
کاربرد: بسیار محبوب برای پروژههای خانگی، صنعت خودروسازی و ساخت مبلمان فلزی.
۴. جوشکاری TIG:
مانند جراحی دقیق! در این روش کنترل بسیار بالایی داریم. با یک مشعل و یک الکترود تنگستن که ذوب نمیشود، یک حوضچه مذاب کوچک ایجاد کرده و اگر نیاز باشد، سیم جوش را به صورت دستی اضافه میکنیم.
کاربرد: جوشکاری آلومینیوم، استیل ضدزنگ و کارهای هنری و تزئینی با کیفیت بسیار بالا.
برش به چه معناست؟
برش مانند “قیچی کردن فلزات” است، اما برای فلزات محکم از قیچی معمولی استفاده نمیکنیم! در عوض، از روشهایی استفاده میکنیم که فلز را ذوب، سوخته یا تبخیر میکنند تا آن را به دو تکه تقسیم کنند.
چند روش ساده برای برش:
۱. برش اکسیژنی (برش گازی):
مانند سوزاندن فلز با اکسیژن! ابتدا فلز را با شعله گاز داغ میکنیم و سپس یک جت قوی از اکسیژن خالص به آن میپاشیم. فلز در اکسیژن میسوزد و اکسید شده و از بین میرود.
کاربرد: برش ورقهای ضخیم فولادی، تخریب سازههای فلزی.
۲. برش پلاسما:
مانند صاعقه متمرکز! یک گاز (مانند هوا) را با فشار و حرارت بسیار بالا به حالت پلاسما درمیآوریم (حالتی شبیه به آذرخش). این جریان پلاسما آنقدر داغ است که فلز را به سرعت ذوب و منفجر میکند.
کاربرد: برش سریع و تمیز فلزات، برش استیل و آلومینیوم.
۳. برش لیزر:
مانند چاقوی نور! یک پرتو لیزر بسیار متمرکز و قدرتمند را روی فلز میتابانیم که آن را ذوب، سوخته یا تبخیر میکند.
کاربرد: برشهای فوقالعاده دقیق و تمیز، ساخت قطعات صنعتی پیچیده، حکاکی.
اصول جوشکاری: فرآیند، تجهیزات و کاربردها و مفاهیم پایه
تقریباً هر چیزی که روزانه از آن استفاده میکنیم، جوشکاری شده یا با دستگاههایی ساخته شده که خودشان جوشکاری شدهاند. بیایید بفهمیم جوشکاری چیست و جوشکارها چه میکنند.
جوشکاری چیست و چگونه کار میکند؟
در سادهترین سطح، جوشکاری یعنی اتصال دو یا چند قطعه فلز با استفاده از حرارت برای ایجاد یک پیوند محکم و بادوام. در حالی که روشهایی مثل پیچ و مهره یا پرچ، فقط قطعات را به هم متصل میکنند، جوشکاری در واقع دو قطعه را در سطح مولکولی به یکدیگر میچسباند.
به قطعاتی که به هم متصل میشوند، فلز پایه یا قطعه کار میگویند. برای جوشکاری، باید حرارت داده شوند تا فلز در نقطه اتصال (که به آن محل جوش میگویند) ذوب شود. این فلز مذاب، حوضچه جوش نامیده میشود. معمولاً از یک فلز پرکننده هم برای پر کردن فاصله بین دو قطعه کار نیز استفاده میشود تا پیوند تقویت شود.
انواع متداول فرآیندهای جوشکاری
تکنیکهای جوشکاری زیادی وجود دارد که هرکدام کاربردها و مزایای خاص خود را دارند. مهمترین روشهایی که باید بشناسید عبارتند از:
جوشکاری قوس الکتریکی:
این یک اصطلاح کلی برای روشهایی است که از یک قوس الکتریکی برای تولید حرارت استفاده میکنند. این حرارت، فلز پایه را در محل اتصال ذوب میکند. این خانواده شامل روشهای معروفی مثل MIG، TIG، جوشکاری با الکترود دستی (چسب) و جوشکاری با سیم جوش توپودری میشود.

جوشکاری قوس زیرپودری:
در این روش از یک الکترود مداوم استفاده میشود که با لایهای از پودر «فلاکس» پوشانده شده است. این پودر ناحیه جوش را از آلودگی محافظت میکند.

جوشکاری لیزری:
در این روش از یک پرتو نور بسیار متمرکز برای ایجاد حرارت فوقالعاده زیاد استفاده میشود که امکان ایجاد جوشهای باریک، عمیق و با سرعت بالا را فراهم میکند. برخلاف جوشکاری با پرتو الکترونی، جوشکاری لیزری نیاز به محیط خلأ ندارد و در صنایعی مانند خودروسازی، پزشکی و هوافضا که دقت بالایی لازم است، استفاده میشود.

تجهیزات ضروری جوشکاری
قبل از شروع جوشکاری، باید محل اتصال آماده شود. اگر زنگزدگی، رنگ یا ناخالصی وجود دارد، باید با ابزاری مثل سنگزن یا سیمظرفشویی تمیز شود. اگر روی فلز چربی یا آلودگی دیگر است، از چربیزدا استفاده میشود. پس از آمادهسازی، تجهیزات موردنیاز بسته به نوع جوشکاری متفاوت است:
- دستگاه جوش: این منبع تغذیه برای انجام فرآیند جوشکاری است که بسته به نوع جوش (مثلاً MIG، TIG یا الکترود دستی) متفاوت است.
- تورچ: جوشکاری TIG به یک تورچ دستی نیاز دارد که الکترود را نگه دارد. تورچ MIG (یا تفنگ) دارای ماشه ای برای کنترل تغذیه سیم است و سیم، گاز محافظ و جریان الکتریکی را در طول فرآیند جوشکاری تحویل می دهد.
- گیره های جوشکاری: این گیره ها مدار الکتریکی را کامل کرده و به ایجاد یک قوس پایدار کمک میکنند.
- الکترود یا فلز پرکننده: جوشکاری TIG از انواع مختلف میلههای تنگستن استفاده میکند. جوشکاری MIG از یک سیم جوش توپر به عنوان فلز پرکننده بهره میبرد. انتخاب فلز پرکننده مناسب برای اطمینان از استحکام و کیفیت جوش بسیار حیاتی است.
- گاز محافظ: از این گاز برای محافظت از ناحیه جوش در برابر آلودگیهای هوا استفاده میشود. نوع گاز بستگی به فرآیند جوشکاری و جنس فلز دارد. گازهای رایج شامل آرگون، دیاکسیدکربن و مخلوط این دو هستند.
- فلاکس: وظیفه اصلی فلاکس در جوشکاری، محافظت از حوضچه جوش در برابر آلودگیهای جوی است. الکترودها یا سیمهای جوش حاوی فلاکس، میسوزند و یک گاز محافظ تولید میکنند که بدون نیاز به گاز محافظ جداگانه، جوش را از اکسیژن و سایر آلودگیها حفظ میکند.

کاربردهای اساسی جوشکاری در بخشهای مختلف
جوشکاری در محیطهای بسیار متنوعی قابل انجام است:
- در فضای بسته و کنترلشده کارگاهها
- در فضای باز در محل ساختوساز
- در زیر آب برای تعمیر کشتیها و سکوهای دریایی
- در فضای بیرونی جو برای مونتاژ و تعمیر ایستگاههای فضایی و ماهوارهها
صنایع وابسته به جوشکاری:
- سازههای ساختمانی: اسکلت سازی، پلها، مخازن تحت فشار و قطعات باربر.
- سیستمهای حملونقل: بدنه خودروها، کشتیها، قطعات هواپیما و ریلهای راهآهن.
- زیرساختهای انرژی: خطوط لوله، مخازن ذخیره، توربینهای بادی و نیروگاهها.
- تجهیزات صنعتی: ماشین آلات تولید، سیستمهای نقاله و ابزارآلات.
- کالاهای مصرفی: لوازم خانگی، مبلمان، محصولات ورزشی و بدنه الکترونیکی.
- راهحلهای کشاورزی: تجهیزات کشاورزی، سیستمهای آبیاری و سیلوها.
- سیستمهای تخصصی: تجهیزات پزشکی، ابزار دقیق و کاربردهای سفارشی.
- بیان هنری: مجسمههای عمومی، مبلمان سفارشی و آثار تزئینی فلزی.
انتخاب تجهیزات ایمنی مناسب جوشکاری
رعایت ایمنی در جوشکاری به دلیل وجود جرقه، پاشش فلز مذاب و نور شدید، بسیار حیاتی است. استفاده از تجهیزات حفاظت فردی مناسب برای محافظت از جوشکار در برابر خطرات ضروری است:
ماسک جوشکاری:
آسیبهای چشمی در محیط جوشکاری بسیار شایع است. یک ماسک جوشکاری با طراحی خوب، دید کافی و فناوری لنزهای خودتیرهشونده، هم از چشم محافظت میکند و هم فشار روی چشم را کاهش میدهد.
عینک ایمنی:
برای حداکثر محافظت، باید زیر ماسک جوشکاری از عینک ایمنی استفاده کرد. این لایه اضافی، چشمها را در برابر تابش فرابنفش، نور مادون قرمز و ذرات ریز محافظت میکند.
محافظ تنفسی:
دود و ذرات جوشکاری برای سیستم تنفسی مضر هستند. استفاده از ماسک نیموجه با فیلتر مناسب یا سیستمهای پیشرفتهتری مانند رسپیراتورهای تصفیهکننده هوای موتوردار (PAPR) برای تأمین هوای پاک ضروری است.
دستکشهای ضدحریق:
دستکش مناسب باید علاوه بر محافظت در برابر سوختگی، برش و برقگرفتگی، انعطاف و دقت لازم برای کار را نیز فراهم کند.
لباس ضدحریق:
پوست بدن باید به طور کامل پوشانده شود. استفاده از شلوار، پیراهن آستینبلند و ژاکت یا پیشبند چرمی ضدحریق ضروری است.
کفش مناسب:
کفشهای ایمنی با نوک فولادی بهترین گزینه برای جوشکاری هستند زیرا از پا در برابر ضربه و سنگینی کار محافظت میکنند. طبیعتاً هیچ کارگاهی بدون وجود کپسول آتشنشانی، پتوی ضدحریق و جعبه کمکهای اولیه کامل نیست.
چگونه جوشکاری ساده را شروع کنیم؟
جوشکاری ترکیبی از دانش فنی و شمی هنری است و فرآیندی است که تقریباً بر هر آنچه در زندگی روزمره استفاده میکنیم، اثر گذاشته است. این حرفه که همواره در خط مقدم فناوری و بهرهوری در حال پیشرفت است، فرصتهای شغلی و شخصی متنوع و پرشماری را ارائه میدهد.
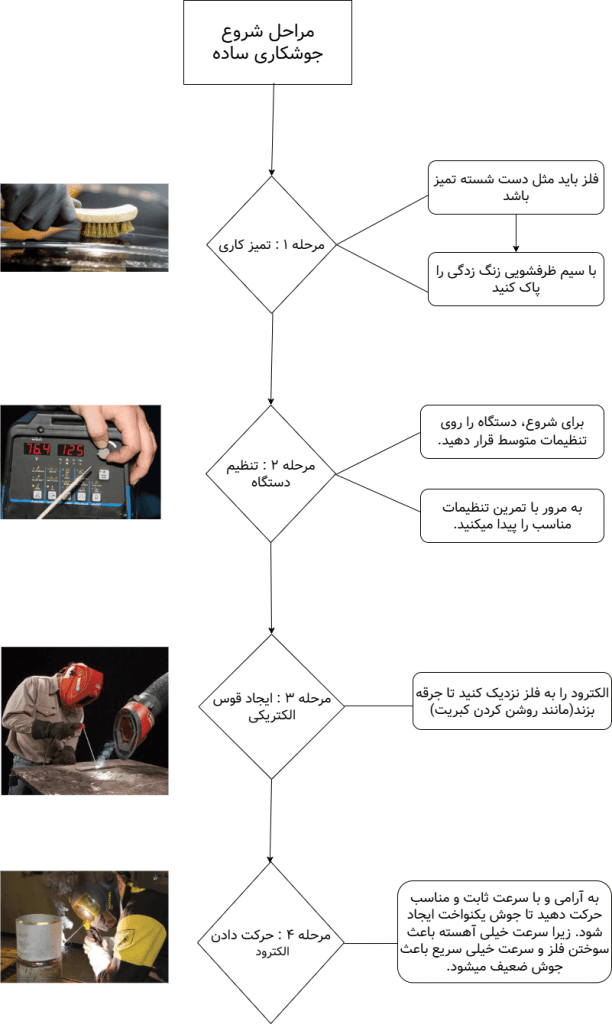
مراحل تمرین جوشکاری برای بار اول:
۱.یک دستگاه جوش الکترودی ساده تهیه کنید.
۲.چند تکه آهن ضایعاتی یا گلدان فلزی پیدا کنید.
۳.در فضای باز و ایمن تمرین کنید.
۴. از یک نفر با تجربه کمک بگیرید.
نکات طلایی برای جوشکاران مبتدی:
- در یادگیری صبور باشید زیرا جوشکاری مهارتی است که با تمرین به دست میآید.
- در وهله اول ایمنی را در نظر بگیرید، هیچ کاری ارزش آسیب دیدن ندارد.
- از تمرینات ساده شروع کنید، پروژههای پیچیده را برای بعد بگذارید.
- هرچه بیشتر تمرین کنید، ماهرتر میشوید. جوشکاری مثل یادگیری رانندگی است. اول سخت به نظر میرسد، اما با تمرین تبدیل به یک کار ساده و لذتبخش میشود!
سوالات متداول
جوشکاری چیست و اساس کار آن چگونه است؟
جوشکاری فرآیندی است که در آن دو قطعه فلز (یا سایر مواد) با استفاده از حرارت و فشار، به صورت دائمی به یکدیگر متصل میشوند. در بیشتر روشهای متداول، لبههای قطعات ذوب شده و با افزودن فلز پرکننده (سیم جوش یا الکترود)، یک حوضچه مذاب تشکیل میشود که پس از سرد شدن، یک اتصال قوی به نام “جوش” را ایجاد میکند.
ایمنی در جوشکاری چقدر مهم است و به چه تجهیزاتی نیاز دارم؟
ایمنی اولویت شماره یک است. خطرات جوشکاری شامل سوختگی، شوک الکتریکی، دیدن اشعه مضر، استنشاق دودهای سمی و آتشسوزی است. حداقل تجهیزات ایمنی مورد نیاز برای یک مبتدی عبارتند از:
- ماسک جوشکاری اتوماتیک یا دستی برای محافظت از چشمان و صورت.
- دستکش چرمی بلند و ضخیم.
- پیشبند و آستین چرمی برای محافظت از بدن در برابر جرقه و حرارت.
- کفش ایمنی بسته.
- جلیقه ضد آتش ترجیحاً از جنس کتان یا چرم.
- تهویه مناسب (حتی یک پنکه دمنده ساده در محیط باز) برای دور کردن دودهای جوشکاری.
رایجترین روشهای جوشکاری برای مبتدیان کدامند؟
- جوشکاری با الکترود دستی (SMAW یا جوش قوس فلزی دستی): معمولاً به آن “جوش آهنگری” یا “جوش با برق” میگویند. بسیار متداول، ارزان و همهکاره است. برای شروع عالی است اما کنترل حوضچه مذاب در آن سختتر است.
- جوشکاری MIG/MAG (GMAW یا جوش قوس فلزی با گاز محافظ): به آن “جوش سیمخور” نیز میگویند. یادگیری آن آسانتر است چون الکترود (سیم) به طور خودکار تغذیه میشود. برای ورقهای نازک و فولاد عالی است اما نیاز به منبع گاز محافظ دارد.
- جوشکاری TIG (GTAW یا جوش قوس تنگستن تحت گاز): این روش دقت بسیار بالایی دارد و برای جوشکاری آلومینیوم، استیل و مس مناسب است. کنترل آن سختتر است و نیاز به مهارت بیشتری دارد.
برای شروع جوشکاری به عنوان یک مبتدی، چه دستگاه و روشی را پیشنهاد میکنید؟
معمولاً جوشکاری MIG/MAG بهترین گزینه برای شروع است. زیرا:
- یادگیری آن نسبت به سایر روشها سریعتر و آسانتر است.
- سرعت کار بالایی دارد.
- برای پروژههای خانگی و کار بر روی ورقهای خودرو و فولاد نازک ایدهآل است.
- اگر بودجه محدودی دارید یا قصد کار در فضای باز و روی فلزات ضخیمتر را دارید، جوشکاری با الکترود دستی (SMAW) نیز گزینه خوبی است.
چگونه دستگاه جوش MIG را برای شروع تنظیم کنم؟
دو تنظیم اصلی وجود دارد:
- سرعت تغذیه سیم (Wire Feed Speed): سرعت خارج شدن سیم جوش از تورچ را کنترل میکند. سرعت کم باعث قطع قوس و سرعت زیاد باعث پاشش جرقه میشود.
- ولتاژ (Voltage): قدرت قوس و میزان حرارت را تعیین میکند. ولتاژ کم باعث چسبندگی سیم به کار و ولتاژ زیاد باعث سوختگی فلز پایه میشود.
معمولاً روی درب دستگاه یا دفترچه راهنما، یک جدول تنظیمات بر اساس ضخامت فلز وجود دارد. از آن به عنوان نقطه شروع استفاده کنید و سپس با کمی آزمون و خطا روی یک قطعه ضایعاتی، تنظیمات را بهینه کنید. صدای جوش خوب باید شبیه صدای سرخ کردن چیپس باشد!
چرا در حین جوشکاری، سیم جوش به فلز میچسبد؟
این یک مشکل رایج برای مبتدیان است. دو دلیل اصلی دارد:
- ولتاژ بسیار پایین است: حرارت کافی برای ذوب سیم و فلز پایه تولید نمیشود.
- فاصله نازل تورچ از کار زیاد است: این امر باعث میشود قوس ناپایدار شود و سیم قبل از ایجاد قوس، به کار برخورد کند.
راه حل: ولتاژ را کمی افزایش دهید و فاصله نازل از کار را به اندازه قطر یک سکه (حدود ۱۰-۱۵ میلیمتر) حفظ کنید.
چگونه میتوانم یک جوش صاف و یکنواخت ایجاد کنم؟ حرکت دست من باید چگونه باشد؟
برای ایجاد جوش یکنواخت:
- زاویه تورچ / الکترود: مشعل را با زاویه ۱۵-۱۰ درجه نسبت به سطح کار و به سمت جهت جوشکاری نگه دارید.
- حرکت ثابت و یکنواخت: سرعت حرکت دست شما باید ثابت باشد. حرکتهای زیگزاگ کوچک، دایرهای یا خط راست (بسته به نوع اتصال) میتواند به پخش بهتر فلز جوش کمک کند.
- فاصله ثابت (لنگر الکتریکی): حفظ فاصله ثابت بین نوک الکترود/سیم و قطعه کار، کلید ایجاد جوش یکنواخت است.
- تمرین: این مهارت فقط با تمرین زیاد به دست میآید. روی قطعات ضایعاتی مختلف تمرین کنید.
چرا جوش من سوراخ میشود (سوختگی) یا برآمدگی زیادی دارد؟
سوختگی (Burn Through): حرارت بیش از حد است. ولتاژ را کاهش دهید یا سرعت حرکت خود را افزایش دهید. همچنین ممکن است ضخامت فلز شما برای آمپر انتخابی بسیار نازک باشد.
برآمدگی زیاد (Excessive Penetration): حرارت یا سرعت حرکت شما بسیار کم است. ولتاژ را افزایش دهید یا سرعت حرکت خود را کمی کاهش دهید تا حرارت بیشتری به فلز پایه برسد.
چرا جوش من ترک میخورد؟
ترک خوردگی میتواند به دلایل مختلفی رخ دهد:
- سرد شدن سریع: پس از جوشکاری، اجازه دهید قطعه به آرامی سرد شود. از یک عایق مانند پشم سنگ استفاده کنید.
- ناخالصی در فلز پایه: از تمیز بودن کامل سطح فلز از رنگ، روغن و زنگزدگی اطمینان حاصل کنید.
- نوع سیم جوش یا الکترود نامناسب: مطمئن شوید از سیم جوش یا الکترود مناسب برای نوع فلز پایه خود استفاده میکنید (مثلاً برای فولاد از الکترود E6013 یا E7018 استفاده کنید).
تفاوت بین جوش قوی و جوش ضعیف در چیست؟
مشخصات جوش قوی:
- ظاهری یکنواخت و دارای ردیفهای منظم (مانند فلس ماهی) است.
- سطح آن صاف یا کمی محدب است و با فلز پایه به خوبی ادغام شده.
- هیچ حفره، ترک یا بریدگی در کنارههای آن دیده نمیشود.
مشخصات جوش ضعیف:
- ناهموار، دارای برآمدگیهای نامنظم یا فرورفتگی است.
- حفرهدار (Porosity) که نشانه وجود گاز یا ناخالصی است.
- کنارههای آن بریدهبریده است (UnderCut).
- نفوذ به داخل اتصال بسیار کم یا بیش از حد است.
منبع: www.millerwelds.com
 دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند) دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند) دستگاه لیزر زنگ زدایی 3000 وات وینر
دستگاه لیزر زنگ زدایی 3000 وات وینر دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰
دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰ دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850
دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850 دستگاه جوش آرگون 250 آمپر 6510 وینر
دستگاه جوش آرگون 250 آمپر 6510 وینر کانکتور نری جوشکاری سایز 25 وینر مدل 1025
کانکتور نری جوشکاری سایز 25 وینر مدل 1025 کانکتور نری جوشکاری سایز 50 وینر مدل 1050
کانکتور نری جوشکاری سایز 50 وینر مدل 1050 کانکتور نری جوشکاری سایز 75 وینر مدل 1075
کانکتور نری جوشکاری سایز 75 وینر مدل 1075 کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025
کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025 کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050
کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050 کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075
کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075 کابل جوش استاندارد سایز 12 وینر مدل 1012
کابل جوش استاندارد سایز 12 وینر مدل 1012 کابل جوش استاندارد سایز 14 وینر مدل 1014
کابل جوش استاندارد سایز 14 وینر مدل 1014 کابل جوش استاندارد سایز 16 وینر مدل 1016
کابل جوش استاندارد سایز 16 وینر مدل 1016 کابل جوش استاندارد سایز 18 وینر مدل 1018
کابل جوش استاندارد سایز 18 وینر مدل 1018 کابل جوش درجه 1 سایز 12 وینر مدل 2012
کابل جوش درجه 1 سایز 12 وینر مدل 2012 کابل جوش درجه 1 سایز 14 وینر مدل 2014
کابل جوش درجه 1 سایز 14 وینر مدل 2014 کابل جوش درجه 1 سایز 16 وینر مدل 2016
کابل جوش درجه 1 سایز 16 وینر مدل 2016 کابل جوش درجه 1 سایز 18 وینر مدل 2018
کابل جوش درجه 1 سایز 18 وینر مدل 2018 انبر اتصال 300 آمپر وینر مدل 007
انبر اتصال 300 آمپر وینر مدل 007 انبر اتصال 500 آمپر وینر مدل 008
انبر اتصال 500 آمپر وینر مدل 008 انبر اتصال 600 آمپر وینر مدل 006
انبر اتصال 600 آمپر وینر مدل 006 انبر جوش 300 آمپر وینر مدل 024
انبر جوش 300 آمپر وینر مدل 024 انبر جوش 450 آمپر وینر مدل 025
انبر جوش 450 آمپر وینر مدل 025 انبر جوش 550 آمپر W-026-550A
انبر جوش 550 آمپر W-026-550A مانومتر اکسیژن وینر طرح زینسر مدل 029OX
مانومتر اکسیژن وینر طرح زینسر مدل 029OX مانومتر استیلن وینر طرح زینسر مدل 030AC
مانومتر استیلن وینر طرح زینسر مدل 030AC مانومتر Co2 وینر طرح زینسر مدل 03۷CO
مانومتر Co2 وینر طرح زینسر مدل 03۷CO مانومتر نیتروژن طرح زینسر وینر مدل W-046N
مانومتر نیتروژن طرح زینسر وینر مدل W-046N مانومتر آرگون طرح زینسر وینر مدل W-047A
مانومتر آرگون طرح زینسر وینر مدل W-047A مانومتر اکسیژن وینر طرح مکسی مدل 0310X
مانومتر اکسیژن وینر طرح مکسی مدل 0310X مانومتر استیلن وینر طرح مکسی مدل 032AC
مانومتر استیلن وینر طرح مکسی مدل 032AC مانومتر Co2 وینر طرح مکسی مدل 039CO
مانومتر Co2 وینر طرح مکسی مدل 039CO مانومتر آرگون وینر طرح مکسی مدل 044A
مانومتر آرگون وینر طرح مکسی مدل 044A مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A
مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A مانومتر استیلن طرح جنرال وینر مدل W-049AC
مانومتر استیلن طرح جنرال وینر مدل W-049AC مانومتر اکسیژن طرح جنرال وینر مدل W-048OX
مانومتر اکسیژن طرح جنرال وینر مدل W-048OX مانومتر CO2 طرح جنرال وینر مدل W-050CO
مانومتر CO2 طرح جنرال وینر مدل W-050CO کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022 کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023 ماسک جوشکاری دستی وینر مدل 001
ماسک جوشکاری دستی وینر مدل 001 دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw
دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw گیره اتصال تمام برنز طرح آمریکایی وینر مدل W-073GE
گیره اتصال تمام برنز طرح آمریکایی وینر مدل W-073GE گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072
گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072 گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071
گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071 شیلنگ دو قلو لاستیکی وینر
شیلنگ دو قلو لاستیکی وینر شیلنگ دوقلوی هوابرش کره ای مارک برجسته
شیلنگ دوقلوی هوابرش کره ای مارک برجسته قرقره سیم پودری کد MIG-E71T-GS
قرقره سیم پودری کد MIG-E71T-GS قرقره سیم جوش Co2 پنج کیلویی کد MIG-ER70S-6(میگ)
قرقره سیم جوش Co2 پنج کیلویی کد MIG-ER70S-6(میگ) قرقره سیم جوش استیل Co2 پنج کیلویی کد MIG-ER308L (میگ)
قرقره سیم جوش استیل Co2 پنج کیلویی کد MIG-ER308L (میگ) قرقره سیم جوش آلومینیوم Co2 هفت کیلویی کد MIG-ER5356 (میگ)
قرقره سیم جوش آلومینیوم Co2 هفت کیلویی کد MIG-ER5356 (میگ) شیشه ماسک شفاف وینر مدل w-70sm
شیشه ماسک شفاف وینر مدل w-70sm شیشه ماسک نور وینر
شیشه ماسک نور وینر ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG
ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG دستگاه بول ماشین زنجیری وینر مدل W 101
دستگاه بول ماشین زنجیری وینر مدل W 101 دستگاه برش ریلی تک مشعل وینر مدل W 102
دستگاه برش ریلی تک مشعل وینر مدل W 102 دستگاه برش ریلی دو مشعل وینر مدل W 103
دستگاه برش ریلی دو مشعل وینر مدل W 103 گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR
گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR سری گرم کن هواگاز نازل H4 وینر مدل W-058NO
سری گرم کن هواگاز نازل H4 وینر مدل W-058NO سری گرم کن هواگاز نازل H5 وینر مدل W-057NO
سری گرم کن هواگاز نازل H5 وینر مدل W-057NO نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016
نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016 نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017
نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017 نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018
نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018 نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019
نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019 نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020
نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020 نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021
نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021 کلاهک مسی طرح زینسر وینر مدل 002K
کلاهک مسی طرح زینسر وینر مدل 002K سوزن 4 عددی طرح زینسر وینر مدل 004S
سوزن 4 عددی طرح زینسر وینر مدل 004S فلش بک دو سر شلنگ خور وینر مدل 015
فلش بک دو سر شلنگ خور وینر مدل 015 سرپیک هوا برش وینر طرح زینسر مدل 033BO
سرپیک هوا برش وینر طرح زینسر مدل 033BO سرپیک هوا برش وینر طرح مورکس مدل 035BO
سرپیک هوا برش وینر طرح مورکس مدل 035BO سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO
سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO سرپیک برش وینر طرح ویکتور مدل w-090gw
سرپیک برش وینر طرح ویکتور مدل w-090gw سرپیک هوا جوش وینر طرح گلور مدل 037JO
سرپیک هوا جوش وینر طرح گلور مدل 037JO



