














تکنولوژی arc force در دستگاه جوشکاری اینورتر
تکنولوژی Arc force یا قدرت قوس الکتریکی با نام کنترل قوس نیز شناخته می شود . این عبارت به معنای تنظیم کردن الکترود SMAW است که با این تنظیمات می توان نفوذ جوش را کنترل کرد . میزان نفوذ جوش می تواند کم یا زیاد باشد . پس می توان گفت جدای از نامی که برای آن می گذارند تکنولوژی arc force تنظیماتی روی دستگاه جوش است که سبب می شود یک قوس یکنواخت و ملایم باشد یا اینکه نفوذ زیادی داشته باشد یا به اصطلاح عمق زیادی را روی قطعه کاری حفر کند . وقتی میزان قدرت قوس روی زیاد قرار بگیرد ، آمپراژ بیشتری را با قدرت بیشتر به قطعه وارد می کند .
به افرادی که در تنظیم آمپر در جوشکاری استیک با مشکل مواجه هستند می توان این توصیه را کرد که دستگاه را فقط به اندازه ای گرم کنند که میله به قطعه نچسبد . هنگام استفاده از تکنولوژی arc force ( آرک فورس ) ، اگر فرد جوشکار در هنگام جوشکاری استیک ناخواسته الکترود را به کار بچسباند ، سیستم آرک فورس ، آمپراژ را مقدار کمی بالا می برد و در اینصورت جوشکاری ادامه پیدا می کند . استیک در لغت به معنای چسبیدن است ، به همین دلیل است که به این نوع جوشکاری ، جوشکاری استیک می گویند .
تنظیم مقدار arc force
بیشتر دفترچه های راهنما ، توصیه می کنند که مقدار arc force را در الکترود های 7018 روی مقدار 30 تنظیم کنند . افرادی که علاقه به جوش های محکم و سفت دارند ، با تنظیم مقدار بالا برای آرک فورس می توانند در آمپرهای پایین قوس های محکم تری داشته باشند . این تنظیم همچنین از ضربه های قوسی جلوگیری می کند . ضربه قوسی حالتی است که یک میدان مغناطیسی با مهره جوش ، مخلوط می شود . الکترود های جوشکاری 7018 با وجود آمپراژ های بالا دارای مقدار زیادی ضربه قوسی هستند و به همین دلیل استفاده از آمپراژ پایین هنگام استفاده از آن ها توصیه می شود . در نتیجه می توان گفت برای جلوگیری از ضربه های قوسی بهتر است از آمپراژ پایین و قوس های محکم بدون چسبیدن الکترود استفاده کرد .
در جوشکاری با الکترود های 6010 یا 6011 نیز با داشتن آرک فورس بسیار بالا ، همین امر صادق است . شما می توانید در این الکترود ها نیز با مقدار آمپر پایین بدون چسبیدن الکترود ها به کار خود ادامه دهید . با استفاده از تکنولوژی arc force ، بدون استفاده از آمپر بالا می توانید بدون چسبیدن الکترود عمل جوشکاری را انجام دهید .
تنظیم طول قوس با استفاده از تکنولوژی arc force
تکنولوژی arc force یا کنترل قوس ، می تواند طول قوس را تنظیم کند . هر چه طول قوس بیشتر باشد ، حوضچه جوش یا حوضچه مذاب ، روان تر می شود . طول قوس بهترین دوست شما در زمان جوشکاری است . زیرا با بیشتر بودن آن تقریبا همه پاشش های جوش از بین می رود . اگر می خواهید یک جوش فیله باریک داشته باشید ، باید از طول قوس پایین استفاده کنید . اگر بخواهید جوشی با صورت بزرک داشته باشید از طول قوس بالا استفاده کنید . تنظیم طول قوس یک قابلیت در دستگاه های اینورتر جوشکاری است که در دستگاه های جوش قدیمی وجود نداشت . تنظیم قوس یا arc force ، می تواند پالس فرکانس یا مقدار پالس در ثانیه را تنظیم کند . پالس فرکانس بر روی عرض قوس تاثیر دارد . همچنین تکنولوژی arc force ، بر روی سایر مشخصات قوس مانند آمپر و ولتاژ نیز تاثیر دارد .

نحوه کار تکنولوژی arc force در دستگاه های جوش اینورتر
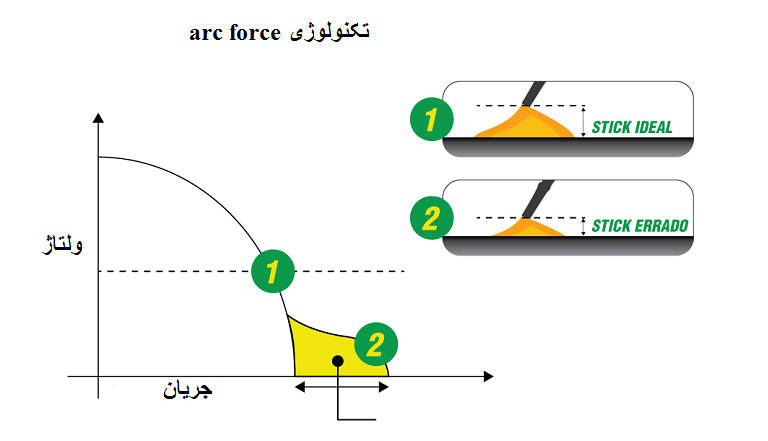
جوشکاری استیک در دستگاه های با نوع ثابت جریان انجام می شود . برای مثال در طول کل فرایند مقدار جریان 100 آمپر است . تنها تغییرات جریانی که در طول فرایند می توانید داشته باشید زمانی است که طول قوس بلندتر یا کوتاه تر می شود . زمانی که طول قوس بلندتر شود ولتاژ بالا می رود و زمانی که طول قوس کوتاه تر شود ولتاژ کم می شود . مقدار جریان تنها به اندازه 10 درصد قابل تغییر است در این مثال 10 درصد خود عدد 10 است . یعنی جریان می تواند 90 یا 110 آمپر شود . کاری که تکنولوژی arc force انجام می دهد این است که هنگامی که ولتاژ قوس به کم تر از یک مقدار از قبل مشخص شده می رسد میزان
جریان را اضافه می کند . برای مثال اگر در یک دستگاه جوش اینورتر ، مقدار ولتاژ را روی 19 تنظیم کنیم و تکنولوژی arc force روی 100 درصد تنظیم شده باشد ، هنگامی که ولتاژ بخواهد به کم تر از 19 ولت افت کند ، سیستم arc force شوع به اضافه کردن جریان می کند . هر چه مقدار ولتاژ کم تر شود سیستم کنترل arc مقدار جریان بیشتری اضافه می کند . برای مثال هنگامی که مقدار ولتاژ به 10 ولت برسد ، سیستم کنترل arc ، جریان را تا مقدار 150 آمپر بالا می برد . دلیل اضافه کردن جریان این است که از چسبیدن الکترود به حوضچه مذاب جلوگیری شود . فایده دیگر استفاده از تکنولوژی arc force این است که مقدار جریان اولیه دستگاه جوش نیازی نیست روی مقدار بالا در کل طول فرایند تنظیم شده باشد . این امر به افزایش کیفیت جوش و کوتاه شدن زمان جوشکاری کمک زیادی می کند .

مزایای تکنولوژی arc force در دستگاه جوش اینورتر
- کوتاه شدن زمان جوشکاری
- نچسبیدن الکترود به حوضچه مذاب
- بالا رفتن کیفیت جوش
- سوراخ نشدن قطعه
- استفاده از آمپر ثابت پایین در دستگاه های جوش
- حذف هزینه های اضافی
- بالا رفتن قدرت جوش
- آسان شدن فرایند جوشکاری برای فرد جوشکار
- حفظ قوس الکتریکی
از اینکه در این مقاله با ما همراه بودید متشکریم . منتظر نظرات شما هستیم .
منابع : weldingtipsandtricks – aws





برای جوشکاری لوله گالوانیزه با سایز ۳/۴ و تکنس ۲میل با الکترود ۶۰۱۳ سایز۲ونیم در حالت فلت ولوم ار سی رو روی چند باید گذاشت؟
سلام خدمت شما
با شماره تماس های شرکت تماس بگیرید همکاران ما راهنماییتون میکنن
سلام اگر ایرونمکس ۲۰۰ امپر داری رو ۶۵ جوشت نرماله الکترود دونیم اگر الکترود سه استفاده کنی صدوده امپر خوبیه
خیلی قشنگ توضیح دادید تشکر میکنم
سلام دوست عزیز ،ما هیچ بایدی در تعین آمپر نداریم یعنی بستگی داره به دستگاهت ،کابل جوشکاریت ،کوتاه یا بلند بودن سیم سیارت ،شما خودت ولوم رو کم و زیاد کن تا آمپر بهینه رو بدست بیاری
بسیار عالی توضیح دادید ، ممنون