














ترک خوردگی هیدروژنی چیست | Hydrogen induced cracking

سال 1973 تخمین زده شد كه تنها در انگلیس هزینه های سالانه بالغ بر 260 میلیون پوند توسط صنایع ناشی از مشكلات تولیدی كه مستقیماً به جوش مربوط می شود ، متحمل شده اند. حداقل 40 میلیون پوند از این هزینه ها ناشی از نیاز به ترمیم ترک های ناشی از ترک خوردگی هیدروژن در جوش ها است.
در این مقاله ، مسئله ترک خوردگی هیدروژن هم در ساخت عمومی و هم با اشاره خاص به جوشکاری خط لوله بررسی شده است. برخی از دلایل بروز عمده این مشکلات نیز در این مقاله در نظر گرفته شده است. خاطرنشان می شود در حالی که طی دو دهه گذشته روند مشخصی برای کاهش بروز این مشکل وجود داشته است ، این امر می تواند ناشی از تحولات تولید فولاد و کاهش سطح هیدروژن مواد مصرفی جوشکاری ، همراه با دانش بهتر باشد. به طور گسترده تر گسترش یافته است.
معرفی ترک خوردگی هیدروژن
ترک خوردگی هیدروژن در جوشکاری قوس الکتریکی تقریباً به اندازه سابقه جوشکاری قوس الکتریکی قدیمی است . یکی از منابع معتبر در زمینه جوشکاری 60 سال قبل از پی بردن به این حادثه آن را معرفی کرده است. از زمان به رسمیت شناختن آن به عنوان یک مشکل ، به ویژه در طول و بلافاصله پس از جنگ جهانی دوم ، مطالعه گسترده ای در مورد ترک خوردگی هیدروژن در سراسر جهان صنعتی صورت گرفته است. دلیل اصلی تلاشی که در زمینه مقابله با HIC شده است ناشی از هزینه هایی است که از آن نشعت می گیرد ، هم از نظر ساختگی ، تعمیرات و تأخیر دیررس ، HIC برای صنعت مخارج زیادی تحمیل می کند .
ترک خوردگی هیدروژن در هنگام ساخت سازه های فلزی هنوز هم امروزه رخ می دهد اگرچه مقیاس آن بسیار کاهش یافته است. شاید بسیاری از این موارد نه به دلیل کمبود داده های اساسی بلکه به دلیل عدم استفاده از دانش موجود در این زمینه اتفاق می افتد . برخی از این وقایع به دلیل عدم دانش کافی رخ می دهد .به عنوان مثال تأثیر محتوای گوگرد می تواند یکی از دلایل ترک خوردگی هیدروژن در منطقه HAZ باشد .
جوش های آهنی ( girth weld ) در خط لوله نیزاز لحاظ سهیم بودن در مشکلات و بروز مشکل از این موارد مستثنی نیستند. در واقع رایج ترین روش جوشکاری ، جوشکاری لوله ، جوشکاری لوله اجاق گاز ، جوشکاری دستی با الکترودهای سلولزی ، برای موفقیت ، نیاز به فرایند هیدروژن بالا دارند.
ترک خوردگی هیدروژن در جوش
علل عمومی
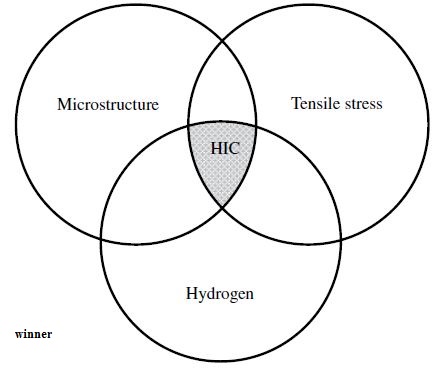
عوامل اصلی درگیر این مساله ، اصولاً مواردی هستند که به طور کلی در فولاد وجود دارد . به بیان ساده تر ، چهار عامل اساسی باید به طور همزمان برآورده شوند: وجود مقدار کافی هیدروژن قابل پخش ، ریزساختاری مستعد ، استرس کششی و دمای نزدیک به محیط عادی. از آنجا که حساسیت ریزساختاری تابعی از دما است ، این عوامل را می توان در دمای اتاق بررسی کرد . برای رخ دادن ترک بوسیله هیدروژن ، هر سه عامل باید با هم همپوشانی داشته باشند و این عوامل ، همراه با نفوذ دما ، نشان می دهد که از این مشکل می توان با جلوگیری از هریک از عوامل احتمالی پیشگیری کرد .
جوشکاری girth
حداقل سه فاکتور وجود دارد که ، با توجه به آن ها ریسک ترک خوردگی هیدروژن در جوشکاری girth در لوله را بوجود می آورد . مورد اول ، جوشکاری لوله به روش سنتی خود با الکترودهای سلولز هیدروژن . مورد دوم ، حداقل برای عبور ریشه ، خصوصیات ورودی گرما پایین باشد ، که دلیل آن در درجه اول به دلیل سرعت زیاد جوش مورد نیاز است . ورودی گرما ممکن است به طور معمول 0.4-0.8 کیلو ژول بر میلی متر باشد .این امر باعث می شود سرعت خنک شدن محل جوش سریع شود و هم منطقه HAZ و هم فلز هر دو سخت شوند . مورد سوم که بیشتر به جوشکاری لوله مربوط می شود در اثر کند کردن فرایند شکل می گیرد . همه این عوامل در افزایش خطر ترک خوردن هیدروژن نقش دارند.
عواملی که منجر به HIC می شود
چهار عامل اصلی وجود دارد که بر روی HIC تاثیر می گذارد . مورد اول ، سطح آستانه هیدروژن ، مورد دوم ، ریز ساختار حساس ، مورد سوم ، سطح مهار بالا و در نهایت دمای نزدیک به محیط
وجود هیدروژن در جوش
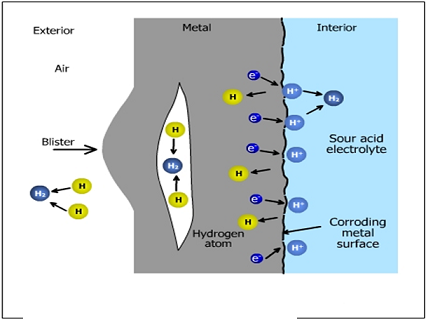
هیدروژن از راه های مختلفی می تواند وارد جوش شود . برخی از آن ها عبارتند از ، هیدروژن در فلز پایه ، روطبت موجود در الکترود های پوشانده شده با فلوکس ، آلودگی های آلی ، وجود هیدروژن در گاز محافظ ، نم و رطوبت موجود در اتمسفر . هیدروژن های موجود در این مناطق می توانند وارد حوضچه جوش مذاب شوند . مایعات در مقایسه با فلزات قدرت جذب هیدروژن بیشتری دارند . بعد از تبدیل شدن فلزات مذاب به جامد ، انتشار هیدروژن در ریز ساختارها بیشتر است .
اندازه گیری سطح هیدروژن در مواد ، موضوع بحث بسیاری از تحقیقات است . هنوز هم مشخص کردن سطح امنی از هیدروژن در جوش ها و مناطق HAZ ، بسیار سخت است . مقدار آستانه هیدروژن که باعث ترک خوردگی می شود به مواد مورد استفاده ، ریز ساختار آن و سطح استرس آن مواد بستگی دارد .
تاثیرات ریز ساختار
بطور کلی ، ریز ساختارهای سخت و شکننده در معرض ترک خوردگی هیدروژن بیشتری هستند . این ترک خوردگی با سرد شدن سریع آن ها بعد از جوش نیز ، شدت پیدا می کند .
سرد شدن سریع، در اثر ورودی گرمای کم ، در حین فرایند جوشکاری است . پیش گرم کوتاه مدت ، و دمای عبوری کم و ضخامت زیاد قطعات نیز از عوامل سرد شدن سریع می باشند .
دما
حساسیت فولاد به ترک خوردگی هیدروژن به شدت به دما بستگی دارد . باید خاطر نشان کرد که تمام هیدروژنی که در مواد وجود دارد سبب HIC نمی شود . هیدروژن در دو فرم قابل پخش و غیر قابل پخش وجود دارد . هیدروژن با قابلیت پخشی مستعد ترک خوردگی است . زیرا می تواند در مناطق با استرس بالا پخش شود . هیدروژن غیر قابل پخش در ساختار فلز در تله می افتد و نمی تواند پخش شود .
راه تشخیص ترک خوردگی هیدروژن
HIC یا HAC با سرعت بعد از اینکه جوشکاری انجام می شود یا بعد از یک مقدار تاخیر اتفاق می افتد . بطور عمده اگر ترک خوردگی اتفاق بیافتد ، در بازه 72 ساعت تا بعد از اتمام جوشکاری به وقوع می پیوندد . بر این اساس اغلب بازرسی های جوش عمدتا تا 48 ساعت بعد از جوشکاری انجام می شوند .
از آنجایی که استرس کششی بالا و غلظت استرس ، از عوامل اصلی رخداد ترک هستند ، ترک ها معمولا در ناپیوستگی های جوش اتفاق می افتند . در بیشتر موارد یک شکاف در ریشه جوش یا انگشت جوش یعنی جایی که فلز جوش با فلز پایه به هم می رسند ، اتفاق می افتد .
HIC می تواند در فلز جوش یا HAZ اتفاق بیفتد . البته ترک خوردگی می تواند در مناطق دیگر نیز رخ دهد ، برای مثال ترک خوردگی زیر مهره جوش می تواند یک نوع HIC باشد . البته شرط رخداد آن وجود استرس کافی موجود در آن منطقه است .
راه های جلوگیری از HIC
در اکثر روش هایی که برای جلوگیری از خرابی های جوش وجود دارد ، بیشترین تمرکز بر روی جلوگیری از HIC است . برای جلوگیری از HIC باید یکی از عواملی که مربوط به ترک خوردگی است ، حذف شود . این عوامل عبارتند از ریز ساختار ها ، خودنگهداری و دما . تمیز کردن مداوم سطح فلز و پیش گرم کردن نیز از دیگر عوامل جلوگیری از ترک خوردگی هیدروژن هستند . در لیست زیر برخی از عوامل جلوگیری از HIC را مشاهده می کنید .
پیش گرم کردن
پیش گرم کردن ، یکی از گام های رسیدن به ریز ساختار محکم و خوب جوش است به شرطی که با نرخ خنک کردن مناسب همراه باشد . خنک کردن فلز با نرخ مناسب باعث می شود ترک هیدروژنی اتفاق نیفتد . در بدترین حالت سرد کردن سریع منجر به HIC می شود .
دمای عبوری
دمای عبوری در حین جوشکاری نیز باید درست تنظیم شده باشند . زمانی که میزان این دما مشخص شود ، فلز پایه باید از قبل گرم شود تا به آن دما برسد .
پس گرم کردن
بعد از اینکه جوشکاری تمام می شود ، باید بمنظور حذف هیدروژن به آن گرما وارد شود . در اثر این گرما ، فلز ، هیدروژن خود را از دست می دهد . در این صورت خطر HIC کاهش پیدا می کند . همچنین از پس گرم کردن برای از بین بردن استرس ، برای رسیدن به یک ریز ساختار مناسب نیز استفاده می شود .
فرایند قوس الکتریکی مناسب
فلزهایی که مستعد ترک خوردگی هیدروژن هستند نباید توسط فرایند هایی جوش داده شوند که از هیدروژن در جوشکاری استفاده می کنند . جوشکاری MIG ، روش مناسبی برای جوش فولادهای با آلیاژ کم در مقایسه با جوشکاری stick است .
مواد پر کننده مناسب
رطوبت منبع اصلی هیدروژن است . برخی از الکترود ها منشا اصلی این هیدروژن ها هستند . این الکترود ها از گاز محافظ هیدروژن استفاده می کنند . برای این چنین الکترود هایی گاز محافظ با هیدروژن کم ، ریسک ترک خوردگی را در فولاد های با آلیاژ کم کاهش می دهند .
تکنیک های چند باره
این تکنیک ها اثرات دما را تعدیل می کنند . هر بار که عمل جوشکاری روی یک منطقه تکرار می شود ، احتمال ترک خوردگی را کاهش می دهد .
گاز های محافظ
همانطور که گفته شد برخی از الکترود ها از گاز محافظ هیدروژن استفاده می کنند . از گاز محافظ برای مقابله با ترک خوردگی استفاده می شود . با توجه به موادی که جوش می دهید از الکترود مناسب استفاده کنید .
تمیز کردن محل جوش
وجود کثیفی و رطوبت در محل جوش عامل اصلی ورود هیدروژن و در نتیجه HIC است . بنابراین تمیز کردن محل جوش باید همیشه قبل از جوشکاری انجام شود .
در این مقاله به بررسی ترک خوردگی هیدروژن ، عوامل آن و راه های جلوگیری از آن پرداختیم . امیدواریم مطلب مفیدی برای شما باشد . منتظر نظرات شما هستیم .
منابع :twi-global – medium




