جوشکاری فشاری یا Pressure Welding چیست؟
جوشکاری فشاری یا تحت فشار ، یک تکنیک پیچیده می باشد که شامل اتصال دو ماده به هم تحت فشار و حرارت شدید است. برخلاف روشهای جوشکاری سنتی که برای ایجاد پیوند صرفاً به گرما متکی هستند، در این نوع جوشکاری از فشار مکانیکی برای ایجاد یک اتصال قوی و بادوام بین مواد استفاده میشود. جوشکاری تحت فشار، یکی از روشهای جوشکاری حالت جامد بوده و در صنایع مختلف مورد استفاده قرار میگیرد. اگر با این روش آشنا نیستید در ادامه همراه ابزار جوش و برش وینر باشید تا به بررسی کامل این فرایند بپردازیم.
جوشکاری فشاری چیست؟
جوشکاری فشاری (pressure welding) یکی از انواع فرآیندهای جوش مقاومت و یکی از تکنیکهای معمول جوشکاری است که میتواند به صورت جوشکاری دستی یا اتوماتیک انجام شود. این نوع جوش روی قطعات فولاد قابل انجام است. از این جوشکاری برای اتصال دو قطعه از فلز مانند لوله استفاده میشود. همچنین برای اتصال فلزات و مواد شبیه به یکدیگر نیز استفاده میشود. این فرایند در یک مرحله انجام میشود و کل ناحیهای که باید جوش شود را در بر میگیرد. گرمای ایجاد شده در ناحیه جوش به دلیل مقاومت فلز به جریان عبوری از آن است. این جریان در قطعات انتقال مییابد.
این قطعات علاوه بر تحمل جریان عبوری از آنها تحت فشار نیز قرار میگیرند. بعد از اعمال جریان و گرم شدن و نرم شدن منطقهای که قرار است جوش شود، به آنها فشار وارد میشود. فشار وارده قطعات نرم شده را به یکدیگر متصل میکند. به این ترتیب فرایند جوشکاری تکمیل میشود و اتصال جوشی شکل میگیرد.
نحوه اتصال قطعات :
در فرایند جوشکاری pressure welding، دو قطعه فلز بصورت سریال در یک مسیر پشت سر یکدیگر در یک خط قرار میگیرند. این فرایند میتواند توسط دستگاههای بزرگ جوشکاری انجام شود یا اینکه میتواند توسط ماشینهای قابل حمل، دستی و کوچک بوسیله فرد جوشکار انجام شود. فرایند جوشکاری فشاری یک فرایند اقتصادی و قابل اعتماد است و به هیچ وسیله اضافی نیاز ندارد.
فرایند جوشکاری تحت فشار، می تواند برای فلز و پلاستیک مورد استفاده قرار گیرد. زمانی که دو ورقه فولادی در کنار یکدیگر قرار گرفته و در یک خط جوش داده میشوند، اتصال جوش فشاری شکل میگیرد.
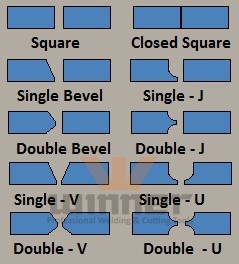
ضخامت مواد در جوشکاری تحت فشار
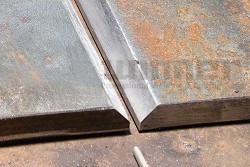
اگر موادی که قرار است به یکدیگر جوش داده شوند نازک باشند، شکل جوش مربعی (squre) یا لبه ساده برای جوش آنها مناسب است. اگر فلزاتی که قرار است به هم متصل شوند ضخامت بیشتری داشته باشند، لبهها باید طوری تراشیده شوند که به شکل V در بیایند (single-v). در این مواقع هر لبه میتواند بصورت جداگانه به شکل V تراشیده شود (Double – v). ایجاد شیار به شکل double – v برای ضخیمترین نوع مواد مناسب است. بدین معنی که فلزات باید در هر دو طرف به شکل V تراشیده شوند. در این مواقع باید از ماده فیلر (filler) در هر دو طرف استفاده کرد. شکل double – v برای فلزات بسیار ضخیم و اشیاء بسیار بزرگ قابل استفاده است.
فرایند انجام :
در جوشکاری تحت فشار، دو ماده ای که باید به هم متصل شوند، تحت فشار قرار می گیرند و با یکدیگر تماس می گیرند. با اعمال فشار، مواد شروع به پیوند در سطح مولکولی می کنند و یک اتصال بدون درز ایجاد می کنند. استفاده از گرما بیشتر به فرآیند جوشکاری کمک می کند و اتصال ایمن و طولانی مدت را تضمین می کند. ابتدا دو قطعه کاری در این فرآیند جوشکاری به یکدیگر فشار داده میشوند. جریان الکتریکی در مرحله بعدی به آنها وارد میشود. این جریان سبب میشود قطعات داغ شوند و بدلیل اینکه تحت فشار هستند به یکدیگر متصل شوند. به بیان دیگر این جوشکاری یک فرایند تک مرحله ای است.
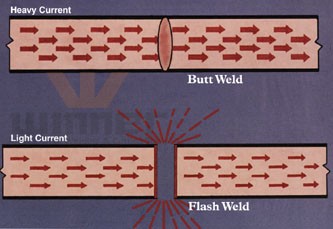
فشار و جریان تا حدی به قطعه وارد میشوند که اتصال ایجاد شود. فشار متداول در ناحیه نرم شده در اثر گرما، منجر به تولید جوش میشود. یک جوشکاری تحت فشار از هیچ نوع جرقه ای استفاده نمیکند. نتیجه نهایی جوش یک منطقه صاف و متقارن است. نمونههای مدرن استفاده از این نوع، فرایند اتصال سیمها و میلههای با قطر بسیار کم به یکدیگر است.
مزایای جوشکاری تحت فشار
جوشکاری تحت فشار یک روش جوشکاری مؤثر برای ایجاد اتصالات قوی و دوام بین قطعات فلزی است. در زیر به برخی از مزایا و مزایای این روش جوشکاری اشاره میکنم:
- اتصالات قوی و دوام: جوشکاری تحت فشار اتصالات قوی و دوامی بین قطعات فلزی ایجاد میکند. این روش جوشکاری منجر به اتصالات محکمی میشود که توانایی تحمل فشار، لرزش و شرایط سخت را دارند.
- کاهش نیاز به تمیز کردن سطح: در برخی از روشهای جوشکاری، نیاز به تمیز کردن سطح قبل از جوشکاری وجود دارد. اما در جوشکاری تحت فشار، این نیاز کاهش یافته و امکان ایجاد اتصالات بدون نیاز به تمیزی سطح ممکن میشود.
- امکان جوشکاری قطعات با ضخامتهای مختلف: جوشکاری تحت فشار امکان جوشکاری قطعات با ضخامتهای مختلف را فراهم میکند. این روش جوشکاری برای اتصال قطعات با ضخامتها و اندازههای مختلف مناسب است.
- کنترل بهتر دما و فشار: در جوشکاری تحت فشار، امکان کنترل دما و فشار در حین جوشکاری وجود دارد. این امر منجر به ایجاد اتصالات دقیق و با کیفیت بالا بین قطعات فلزی میشود.
- اتصالات با استحکام بالا: جوشکاری تحت فشار منجر به ایجاد اتصالات با استحکام بالا بین قطعات فلزی میشود. این اتصالات معمولاً قادر به تحمل فشار و شرایط سخت بیشتری هستند.
با توجه به مزایا و مزایایی که جوشکاری تحت فشار ارائه میدهد، این روش جوشکاری به عنوان یک روش مؤثر برای ایجاد اتصالات قوی و دوام بین قطعات فلزی شناخته میشود.
کاربردها:
اکثر مواقع در جوشکاری و اتصال لوله ها به یکدیگر از فرایند جوشکاری تحت فشار استفاده می شود. ابتدا در این موارد انتهای لوله ها, تراشیده شده و سپس برای اتصال به هم آماده می شوند. این فرایند منجر به اتصال قوی و قابل اعتماد می شود.

برای انجام این فرایند گرمای ورودی زیادی مورد استفاده نیست. در این روش ناحیه تاثیر پذیرفته کوچکی از گرمای ( HAZ ) ایجاد میشود. سرعت انجام این فرایند بسیار بالا است. به صورت کلی برای موارد زیر از جوشکاری تحت فشار استفاده میشود:
- صنایع خودروسازی: در تولید قطعات خودروها، جوشکاری فشاری برای ایجاد اتصالات محکم بین قطعات فلزی مورد استفاده قرار میگیرد. این روش جوشکاری برای اتصالات بدون نیاز به جوشکاری مجدد و با دوام استفاده میشود.
- صنایع فولاد: در تولید قطعات فولادی با ضخامتها و اشکال مختلف، این روش برای ایجاد اتصالات قوی و دوام استفاده میشود. این روش جوشکاری برای ایجاد اتصالات محکم و بدوام در قطعات فولادی بسیار مؤثر است.
- صنایع هوافضا: در تولید قطعات مورد استفاده در صنایع هوافضا که نیاز به اتصالات بسیار دقیق و دوام دارند، جوشکاری فشاری از جمله روشهای مورد استفاده است. این روش جوشکاری برای ایجاد اتصالات دقیق و قوی در قطعاتی که تحت فشار و شرایط سخت قرار میگیرند، مناسب است.
- صنایع مختلف: این روش همچنین در صنایع دیگری مانند صنایع لولهکشی، صنایع ماشینسازی، و تولید قطعات فلزی مورد استفاده قرار میگیرد. این روش جوشکاری برای ایجاد اتصالات محکم و دوام در قطعات با شکلها و اندازههای مختلف بسیار مؤثر است.
به طور کلی، جوشکاری تحت فشار برای ایجاد اتصالات محکم، دوام و با کیفیت بالا در قطعات فلزی در صنایع مختلف مورد استفاده قرار میگیرد و به عنوان یک روش جوشکاری پرکاربرد و موثر شناخته میشود.
پیشرفت های صورت گرفته در این زمینه:
با اینکه جوشکاری تحت فشار به طور گسترده در صنایع امروزی کاربرد دارد، اما قطعات به دلیل استفاده از جریان الکتریکی زیاد بیش از اندازه داغ میشوند. همچنین برای انجام این فرایند دقت نگهداری و یک سری کارهای اولیه و پیش نیاز مورد نیاز است. سطح قطعاتی که به یکدیگر جوش داده شوند باید بسیار تمیز، صاف و هم راستا باشند. اگر فرایند به درستی انجام نشود جوش حاصله ضعیف خواهد بود. یکی از عوامل درست انجام نشدن این فرایند جریان الکتریکی نامناسب است .
اینگونه تصور میشود که جوش حاصل از جوشکاری تحت فشار بسیار ضعیفتر از جوشکاری جرقهای است. استفاده از میکروپروسسورهای پیشرفته و جریان محدود DC باعث شده که این تصور غلط از میان برود .
این نوع جوشکاری در ابتدا توسط ماشینهای کوچکتر 5 تا 100 KVA و جریان AC تک فاز انجام میشدند. پروژههای بزرگتر نیازمند جریان الکتریکی بیشتری هستند. جریان زیاد نیازمند منبع برق قویتر و تجهیزات بزرگتر است .
در سالهای اخیر، منبع برق DC سه فاز، برای جوشکاری تحت فشار مورد استفاده قرار میگیرد. ماشینهای جوشکاری مجهز به منبع برق DC سه فاز، مقدار جریان اولیه را کاهش داده و همچنین به میزان بیشتری منطقه آماده برای جوش را گرم میکنند. مواد آهنی و غیر آهنی با استفاده از این نوع ماشینهای جوشکاری، بهصورت موفقیت آمیزی جوش میشوند .
ماشینهای سه فاز DC مورد استفاده در فرایندهای جوشکاری هزینه بالایی دارند. تحقیقات نشان میدهد ناحیه گرم (HAZ) کوچکتری در این فرایند شکل میگیرد.
سخن پایانی
جوشکاری تحت فشار یک تکنیک جوشکاری همه کاره و موثر است که مزایای بی شماری را برای اتصال ایمن و کارآمد مواد ارائه می دهد. با درک فرآیند و کاربردهای جوشکاری تحت فشار، صنایع می توانند از این فناوری برای تولید محصولات با کیفیت و قابل اعتماد استفاده کنند. به یاد داشته باشید، هنگامی که صحبت از جوشکاری به میان می آید، تکنیک مناسب می تواند تفاوت را در دستیابی به نتایج بهینه ایجاد کند. از اینکه در این مقاله با ما همراه بودید سپاسگزاریم. منتظر نظرات شما هستیم.
سوالات متداول
در انتها به بررسی سوالات متداول پیرامون این جوشکاری میپردازیم.
منابع : nimak – keyence – thefabricator




