














جوشکاری زائده ای | جوشکاری PW همراه با عکس
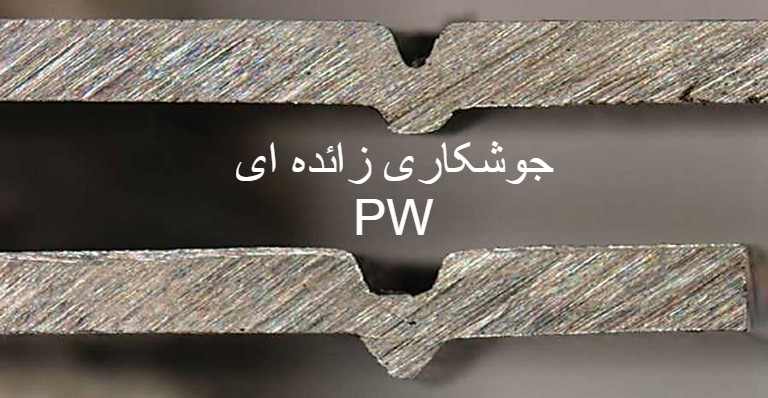
جوشکاری زائده ای ( Projection welding ) ( PW ) ، یکی از انواع جوشکاری مقاومتی است . در این جوشکاری شکل قطعه به نحوی است که یک زائده در آن وجود دارد . این زائده برای هدایت جریان و تمرکز حرارت در طی فرایند جوشکاری استفاده می شود . در بسیاری از پروژه های انجام شده توسط این فرایند ، تعداد زیادی زائده کوچک روی یکی از سطوح بوجود می آورند . این زائده ها امکان جوشکاری زائده ای را بوجود می آورند .
شکل زائده های مورد استفاده در PW
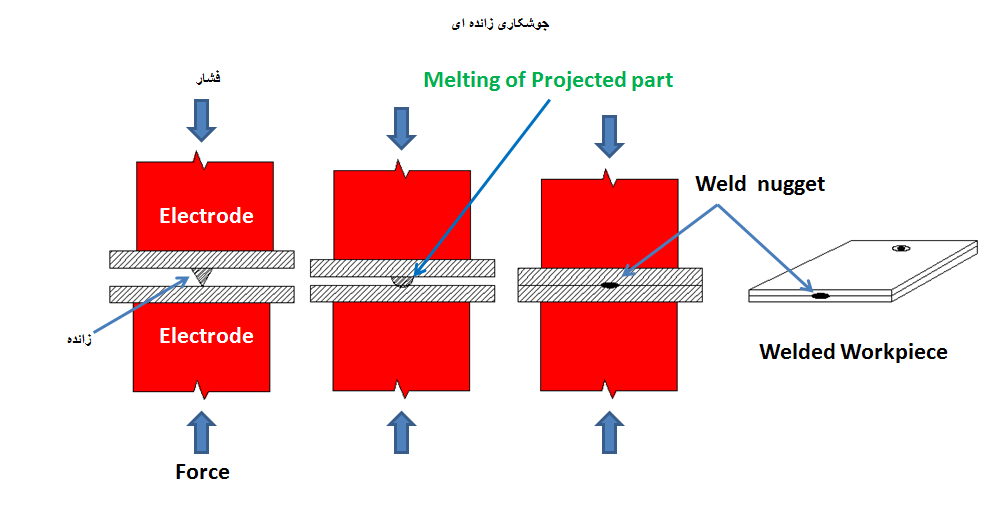
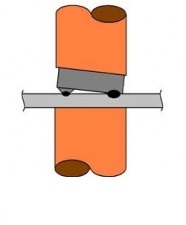
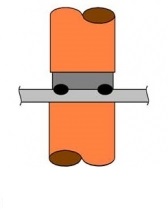
شکل ظاهری این زائده ها مانند نیم کره ، بر آمدگی های بلند ، دایره شکل ، یا مانند دانه های آجیل گوشه دار است . دو سیم حلالی که با زاویه 90 درجه در کنار هم قرار می گیرند یک نقطه تماس را شکل می دهند . این همان جوشکاری زائده ای است . زمانی که قطعاتی که باید به یکدیگر جوش شوند به سمت هم حرکت داده شوند ، این زائده ها فلوی جریان را تسهیل می بخشند . و در این مکان ها گرما تولید می کنند . زمانی که این زائده ها داغ می شوند ، ساختار آن ها عوض می شود ، ذوب می شود و سبب جوش خوردن قطعات به هم می شود . بعد از خنک شدن و سرد شدن قطعه ، این زائده ها ، قطعات را در کنار هم نگه می دارد . البته در مورد جوشکاری سیم های متقاطع ، در هر موقعیت ضربدری یک جوش ایجاد می شود .
زائده حلقوی دایره ای ، در انتهای یک اتصال هیدرولیک می تواند یک اتصال محکم هیدرولیکی ایجاد کند . زائده ها و نحوه قرار گیری آن ها سبب این امر می شود . با وجود چندین زائده ، چندین جوش در یک زمان قابل انجام هستند . این فرایند بسیار بهینه است و مانند جوشکاری نقطه ای نیاز به الکترود ندارد . معیار ها و فاکتورهایی که باید در این فرایند کنترل شوند عبارتند از نحوه قرار گیری قطعات ، ثبات زائده ، و نحوه انجام عمل جوشکاری توسط فرد جوشکار .
نحوه قرارگیری زائده چه تاثیری روی جوشکاری زائده ای دارد
نحوه قرار گیری ناصحیح الکترود ( در جوشکاری زائده ای به زائده ها الکترود می گویند ) در فرایند جوشکاری باعث ایجاد مشکلات جدی در انجام این فرایند می شود . الکترود ها باید بصورت موازی با کار قرار بگیرند . بطور عمده جوشکاری زائده ای شامل تعداد زیادی جوش های زائده ای کوچک است . در آن ها از الکترود برای انتقال نیرو و جریان به قطعات کار استفاده می شود .
با قرار گیری الکترود فقط در یک سمت قطعه کاری ، آن ها بیشتر جریان را با خود حمل می کنند . زائده های سمت دیگر قطعه جریان کم تری را از خود عبور خواهند داد و در همان ابتدای شروع جریان مستعد از هم پاشیدن هستند . هر دوی این اتفاقات در فرایند جوشکاری ناخوشایند و خطرناک است .
تاثیر زائده های غیر هم شکل در جوشکاری زائده ای
زائده هایی که شکل و سایز مشابهی ندارند ، می توانند باعث ایجاد مشکل در جوشکاری پروجکشن یا زائده ای شوند . اگر یکی یا تعداد بیشتری از زائده ها دارای شکل و سایز یکسان نباشند ، فلوی جریان به سختی از طریق آن ها عبور خواهد کرد . جریان از تمام زائده ها عبور می کند و در انتهای چرخه جوشکاری تماس ایجاد می شود . هرچه سایز این زائده ها بزرگ تر باشد گرمای کم تری می توانند جمع کنند و به اندازه و به سرعت زائده های کوچک داغ نمی شوند . هرچه سایز زائده ها کوچک باشد زودتر داغ می شوند و ساختار آن ها از یکدیگر می پاشد .
اگر طول این زائده ها کوتاه باشد ، حتی نمی توانند با سطح قطعه تماس داشته باشند تا بتوانند جریان را از خود عبور دهند . طول کوتاه بعضی از زائده ها باعث می شود هم زمان با سایر زائده ها شروع به ذوب شدن نکنند . آن ها باید صبر کنند تا سایر زائده ها ذوب شوند و به طول آن ها برسند . زمانی که تماس برقرار شود ، قوس الکتریکی یا فرو ریختن ساختار شروع می شود . با این وضعیت کیفیت کار تقلیل پیدا می کند . زیرا قبل از اینکه زائده های کوتاه وارد کار شوند ، سهم جریان آن ها توسط سایر زائده ها مصرف شده است . زائده هایی که سهم جریان بیشتری داشته اند ، به شدت داغ شده اند در حالی که زائده های کوتاه به اندازه آن ها داغ نیستند در نتیجه همین امر سبب می شود کنترل فرایند جوشکاری از دست جوشکار خارج شود .
می توان نتیجه گرفت که تمام زائده های بکار رفته هم شکل و هم اندازه باشند تا تماس های یکسانی را بوجود آورند و جریان یکسانی از آن ها عبور کند .
سایز زائده ها چه تاثیری روی کیفیت جوشکاری زائده ای دارد
زائده های با سایز نامناسب روی کیفیت جوشکاری تاثیر منفی دارد . تمام فرایند ها با توجه به معیارهای طراحی انجام می شوند . زائده های بکار رفته باید سایز و شکل یکسان و تلرانس یا آستانه تحمل گرمای یکسان داشته باشند . اگر قسمتی از زائد ها شکستگی داشته باشد باید چه کار کرد ؟ می توان گفت که در این وضعیت فرایند دیگر خارج از کنترل است . وقتی سایز زائده ها یکی نباشد ، فرایند از کنترل خارج می شود . اگر سایز زائده ها بزگ باشد به آسانی داغ نمی شوند . زمانی که باید ذوب شوند این اتفاق نمی افتد . زائده هایی که کوچک عستند یا اینکه قسمتی از آن ها کم شده است ، مشکلی بر عکس آنچه ذکر شد پیدا می کنند . آن ها به شدت داغ می شوند و خیلی زود ذوب می شوند و با این شرایط نیز کنترلی روی آن ها نمی توان داشت .
انواع جوشکاری زائده ای
مانند سایر جوشکاری ها که دارای انواع مختلفی هستند ، جوشکاری زائده ای به 4 گروه قابل تقسیم است .
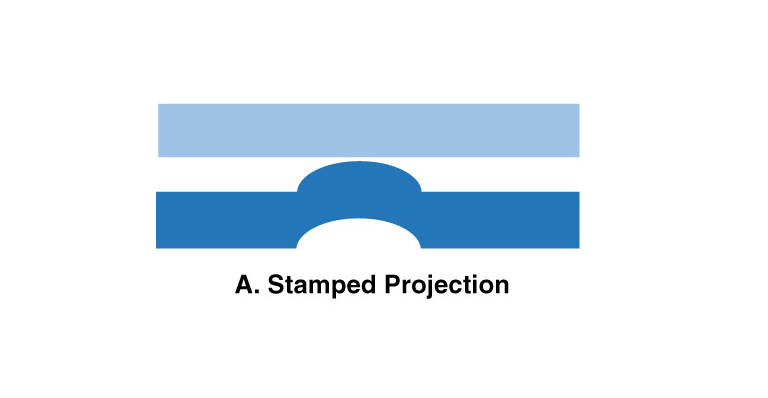
- زائده مهری
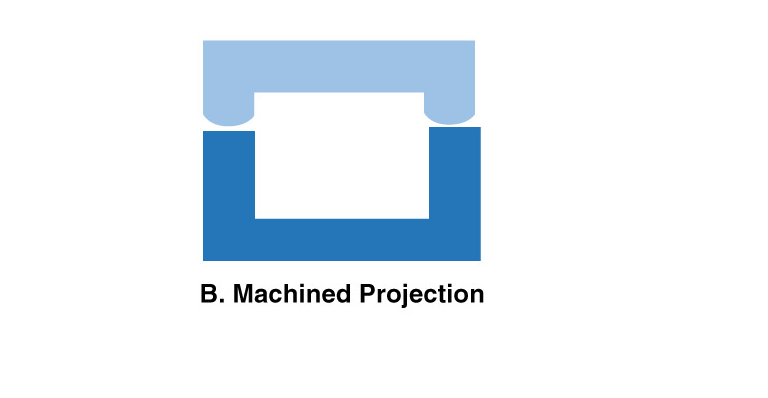
- زائده ماشینی شده
- زائده سکه ای
- زائده گوشه
عوامل مهم در جوشکاری PW
به محض اینکه قطعات برای جوشکاری آماده می شوند ، سه فاکتور مهم وارد عمل می شوند: فشار ، توان و زمان . وجود فشار باید به اندازه ای باشد که بتواند یک تو رفتگی در اثر فشار زائده روی قطعه مقابل بوجود آورد . مقدار فشار وارده باید در طول فرایند جوشکاری قطع نشود و حتی مقدار آن می تواند در انتهای زمان جوشکاری بیشتر شود . بسته به سایز و نوع موادی که باید به هم جوش شوند ، میزان زمان لازم از چندین میلی ثانیه تا 1 دقیقه متغیر است .
رابطه زمان و توان نیز به این صورت است که با توان کم و زمان کوتاه ، جوش مستحکم نیست و ضعیف است . در توان های بالا و مدت های طولانی نیز قطعه بیش از حد داغ می شود و ذوب می شود . در انتقال های توان بالا در مت زمان کوتاه arc ، پاشش جوش ، و چسبیدگی الکترود اتفاق می افتد . این قوس بوجود آمده نیز کیفیت جوش را پایین می آورد . قطعاتی که در این شرایط با یکدیگر در ارتباط هستند به راحتی از روی هم حرکت می کنند . و در نتیجه فرایند جوشکاری شکست می خورد .
سناریوی دیگری نیز وجود دارد که منبع برق نمی تواند با سرعت کافی برق را انتقال دهد ، این امر نیز باعث شکست عملیات جوشکاری می شود . زمان جوشکاری طولانی باعث می شود سطح جوش به قله حرارتی مناسب نرسد و درنتیجه کیفیت جوش ضعیف می شود .
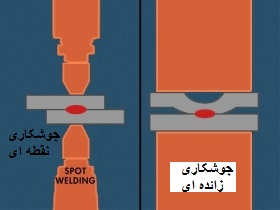
طول عمر الکترود نیز از عوامل تاثیر گذار در جوشکاری است . در جوشکاری زائده ای سایز جوش وابسته به سایز الکترود نیست . منطقه درگیر در تماس می تواند خیلی بزرگ تر از سایز زائده باشد . این امر باعث کاهش فشار حاصل از تماس و چگالی جریان می شود . این میزان کاهش در فشار و چگالی جریان باعث افزایش طول عمر الکترود می شود .
تعادل گرمایی . یکی از چالش های موجود در قطعاتی که سایز یکسانی ندارند و ویژگی های مواد تشکیل دهنده آن ها یکی نیست تعادل گرمایی است . به این معنی که هر دو طرف سطوحی که باید به هم جوش داده شوند به اندازه کافی گرما ببیند تا بطور مناسب هموار شوند . اگر قطعاتی که قرار است به هم جوش شوند دارای سایز متفاوت و یا جنس متفاوت باشند ( درجه ذوب متفاوت ) ، جوشکاری به روش مقاومتی سنتی ، سخت خواهد شد . در چنین مواردی وجود یک زائده در طرف بزرگ تر یا خاصیت رسانایی بیشتر ، باعث بدست آوردن تعادل گرمایی می شود .
حذف آبکاری و روکش . یکی از ویژگی های کلیدی جوشکاری زائده ای ، خلاص شدن از روکش های موجود در قطعات است . موادی که در ساخت روکش ها بکار می روند عموما باعث تداخل در جوشکاری می شوند . برای مثال ، روکش زینک در فولادهای گالوانیزه باعث تشکیل نقاط اتصال ضعیف در جوشکاری می شود و شکستگی در جوش در آن ها بوجود می آید .
مزایای جوشکاری پروجکشن
- این نوع جوشکاری نیازمند میزان جریان کم است در نتیجه در مصرف الکتریسیته صرفه جویی می شود .
- جریان کم سبب طول عمر بیشتر الکترود می شود .
- در این نوع جوشکاری فلزات با ضخامت متفاوت قابل جوش دادن هستند .
- از جوشکاری زائده ای در موقعیت هایی که عمل جوشکاری با دشواری قابل انجام است می توان استفاده کرد.
- تعادل گرمایی یکی از مهم ترین قسمت های هر نوع فرایند جوشکاری است که جوشکاری زائده ای به خوبی می تواند تعادل گرمایی را بوجود آورد .
معایب جوشکاری PW
- از این فرایند برای جوشکاری فلزاتی مانند مس و برنج نمی توان استفاده کرد .
- تشکیل شدن زائده یک فرایند پیچیده است که زمان زیادی را شامل می شود .
- برای هر نوع قطعه کاری نمی توان آن را به کار برد .
کاربرد جوشکاری زائده ای PW
- صنایع ساخت و ساز اتوموبیل.
- برای ساخت در و پوشش های فن
- برای ساخت قطعات کامپرسور در نیمه رساناها
- برای جوشکاری الماس
از اینکه این مقاله را مطالعه کردید متشکریم. منتظر نظرات و پیشنهادات شما هستیم .
منابع : howtoresistanceweld – thefabricator – theweldingmaster





عالی بود
سپاس فراوان