الکترود جوشکاری (انواع، مشخصات و نحوه انتخاب صحیح)
الکترود جوشکاری یک میله فلزی است که با یک پوشش پوشانده شده است. این پوشش از موادی با ترکیبی مشابه فلز پایه ساخته میشود.
این میله دو وظیفه اصلی دارد: وقتی آن را به فلز قطعه کار نزدیک میکنیم، ایجاد قوس الکتریکی میکند (مانند یک رعد و برق کوچک) که حرارت بسیار بالایی برای ذوب فلزات تولید میکند. همزمان، پوشش روی الکترود نیز میسوزد و گازی ایجاد میکند که منطقه جوش را از اکسیژن هوا محافظت میکند. در پایان، بخشی از خود میله فلزی ذوب شده و به عنوان فلز پرکننده، محل اتصال را پر میکند تا یک جوش قوی و یکپارچه تشکیل شود.
به بیان ساده، الکترود مانند یک “مداد جادویی” است که هم حرارت لازم را ایجاد میکند، هم از جوش محافظت میکند و هم خودش به عنوان ماده پرکننده عمل میکند. در ادامه توضیح کاربرد و انواع این ابزار مهم را خدمتتان توضیح داده ایم. اما پیشنهاد میکنیم ابتدا جهت آشنایی بیشتر با انواع دستگاه جوش این پیش نیاز را مطالعه کنید:
راهنمای کامل انواع دستگاه های جوش (MMA، MIG/CO2، TIG، پلاسما)

انواع الکترودهای جوشکاری
۱. الکترودهای مصرف شونده
این الکترودها ذوب شده و بخشی از فلز جوش را تشکیل میدهند. آنها معمولاً در فرآیندهایی مانند جوشکاری قوس فلزی پوششدار (SMAW) و جوشکاری قوس فلزی با گاز محافظ (GMAW) استفاده میشوند.
نمونهها و کاربردها:
- الکترودهای فولاد نرم (E7018 ,E6013): برای جوشکاری عمومی در ساختوساز و صنایع ساخت و ساز
- الکترودهای استینلس استیل: مناسب برای جوشکاری سازههای استینلس استیل در صنایع غذایی و شیمیایی.
- الکترودهای چدن: برای تعمیر و نگهداری ماشینآلات چدنی.
۲. الکترودهای غیرمصرفشونده
این الکترودها در حین جوشکاری ذوب نمیشوند و عمدتاً در جوشکاری TIG مورد استفاده قرار میگیرند.
نمونهها و کاربردها:
- الکترودهای تنگستن: مناسب برای جوشکاری دقیق در صنایع هوافضا و خودروسازی.
- الکترودهای کربنی: برای کاربردهای نیازمند دمای بالا مانند برش فلزات.
۳. الکترودهای بدون پوشش
این الکترودها فاقد پوشش هستند و در کاربردهایی که نیاز به کنترل دقیق قوس جوشکاری دارند استفاده میشوند و برای جوشکاری فلزات غیرآهنی مانند آلومینیوم و مس کاربرد دارند.
۴. الکترودهای فِلکسدار (Flux-Cored)
این الکترودها دارای یک هسته توخالی پر از فِلکس هستند که یک محافظ گازی روی جوش ایجاد میکند.
کاربردها:
- مناسب برای جوشکاری در شرایط محیطی به دلیل مقاومت در برابر آلودگی ناشی از باد و رطوبت.
- استفاده گسترده در صنایع کشتیسازی و ساخت تجهیزات سنگین.
دستهبندی الکترودهای جوشکاری
الکترودها بر اساس عواملی مانند ترکیب مواد، نوع پوشش و موقعیت جوشکاری دستهبندی میشوند.
در صنعت جوشکاری، از سری اعداد طبقهبندی شده توسط انجمن جوشکاری آمریکا (AWS) برای الکترودهای میلهای جوشکاری استفاده میشود.
سیستم شناسایی الکترودها برای جوشکاری قوس فولاد به شرح زیر است:
مثال:
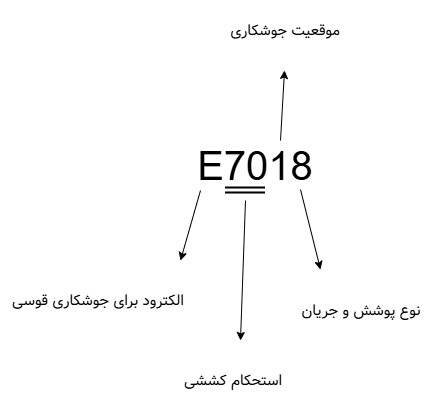
نکات:
- استحکام کششی به معنی مقاومت ماده در برابر نیروهایی است که سعی در جدا کردن آن دارند. استحکام فلز رسوبیافته بر حسب هزاران پوند بر اینچ مربع (psi) است.
- رقم سوم (یا چهارم) : موقعیت جوشکاری مجاز را نشان میدهد.
- 0 نشان میدهد که این ردهبندی استفاده نمیشود.
- 1 برای تمام موقعیتهای جوشکاری است.
- 2 فقط برای موقعیتهای تخت و افقی است.
- 3 فقط برای موقعیت تخت است.
- رقم چهارم (یا پنجم): نوع پوشش الکترود و نوع منبع تغذیه (جریان) مورد استفاده را نشان میدهد؛ جریان متناوب یا مستقیم، با قطبیت مستقیم یا معکوس.
انواع پوشش، جریان جوشکاری و وضعیت قطبیت که توسط رقم چهارم (یا پنجم) در ردهبندی الکترود مشخص میشوند، که در جدول زیر فهرست شدهاند:
| نوع جریان مجاز | پوشش الکترود | رقم |
| * | * | 0 |
| AC, DCRP, DCSP | سلولزی پتاسیم | 1 |
| AC, DCSP | تیتانیا سدیم | 2 |
| AC, DCSP, DCRP | تیتانیا پتاسیم | 3 |
| AC, DCSP, DCRP | پودر آهن – تیتانیا | 4 |
| DCRP | کم هیدروژن سدیم | 5 |
| AC, DCRP | کم هیدروژن پتاسیم | 6 |
| AC, DCSP | پودر آهن – اکسید آهن | 7 |
| AC, DCRP, DCSP | پودر آهن – کمهیدروژن | 8 |
انواع پوشش، جریان و قطبیت مشخصشده توسط رقم چهارم در شماره طبقهبندی الکترود
هنگامی که رقم چهارم (یا آخر) 0 باشد، نوع پوشش و جریان مورد استفاده توسط رقم سوم تعیین میشود.
قطبیت در جوشکاری چیست و چه اهمیتی دارد؟
قطبیت در جوشکاری به جهت جریان الکتریکی در مدار جوشکاری اشاره دارد. به زبان ساده، قطبیت در جوشکاری مانند تعیین جهت جریان برق است. همانطور که باتری یک سر مثبت و یک سر منفی دارد، در دستگاه جوش نیز باید مشخص کنیم سیم گیر الکترود را به کدام قطب (مثبت یا منفی) وصل کنیم. این انتخاب بین دو حالت اصلی است:
- قطبیت مستقیم (DCEN): الکترود به قطب منفی وصل میشود.
- قطبیت معکوس (DCEP): الکترود به قطب مثبت وصل میشود.
اهمیت قطبیت:
- کنترل حرارت: در قطبیت معکوس، حرارت بیشتر روی فلز پایه متمرکز میشود و نفوذ جوش عمیقتر میشود. در قطبیت مستقیم، حرارت بیشتر روی الکترود متمرکز شده و نفوذ کمتر است.
- کیفیت جوش: برای جوشکاری قطعات ضخیم به نفوذ بیشتر (قطبیت معکوس) نیاز دارید، در حالی که برای ورقهای نازک به نفوذ کمتر (قطبیت مستقیم) احتیاج است.
انتخاب درست قطبیت، مثل انتخاب دنده مناسب در رانندگی است. اگر اشتباه انتخاب شود، نتیجه جوشکاری شما کاملاً تغییر میکند.
انتخاب صحیح قطبیت بر عمق نفوذ، سرعت ذوب الکترود، پایداری قوس و حتی میزان پاشش فلز جوش تأثیر میگذارد. برای مثال، برای جوشکاری ورقهای نازک که خطر سوختگی دارند، از قطبیت مستقیم استفاده میشود تا نفوذ کنترلشدهای داشته باشیم. در مقابل، برای جوشکاری ضخیم که نیاز به نفوذ عمیق دارد، قطبیت معکوس به کار میرود. بنابراین، انتخاب نادرست قطبیت میتواند منجر به عیوبی مانند نفوذ ناکافی، بریدگی کناره جوش یا پاشش بیش از حد شود.
در جوشکاری سه نوع اصلی قطبیت وجود دارد:
- قطبیت مستقیم جریان مستقیم (DCSP)
- قطبیت معکوس جریان مستقیم (DCRP)
- قطبیت جریان متناوب (ACP)
پس قطبیت درست به شما کمک میکند جوشی با نفوذ مناسب و کیفیت بالا داشته باشید، در حالی که انتخاب نادرست باعث جوشهای ضعیف یا حتی سوختگی قطعه کار میشود. همیشه به دستورالعمل الکترود توجه کنید تا بدانید کدام قطبیت را انتخاب کنید.
مثال: شماره E6010
این شماره نشاندهنده الکترود جوشکاری قوسی با مشخصات زیر است:
- دارای حداقل استحکام کششی 60,000 psi
- قابلیت استفاده در همه موقعیتهای جوشکاری
- نیازمند استفاده از جریان مستقیم با قطبیت معکوس
جدول انواع الکترودهای جوشکاری و کاربردهای آنها:
| کاربردها | فرآیند جوشکاری | جنس ماده | نوع الکترود |
| ساخت و ساز | SMAW | فولاد نرم | الکترودهای فولاد نرم |
| تجهیزات صنایع غذایی، صنایع شیمیایی | SMAW, TIG | استینلس استیل | الکترودهای استینلس استیل |
| هوافضا، خودروسازی | TIG | تنگستن | الکترودهای تنگستن |
| کشتیسازی، جوشکاری فضای باز | FCAW | فلزات متنوع | الکترودهای فِلکسدار |
| تعمیرات ماشینآلات | SMAW | چدن | الکترودهای چدن |
چگونه الکترود جوشکاری درست را انتخاب کنیم؟ (راهنمای قدم به قدم)
قدم اول: به چه چیزی میخواهی جوش بدهی؟ (جنس قطعه کار)
- اگر قصد دارید به فولاد معمولی (سیاه) جوش دهید، بیشتر الکترودها مثل E6013 و E7018 برای همین کار هستند.
- اگر قصد دارید به استنلس استیل (ضدزنگ) جوش دهید، از الکترود فولاد معمولی استفاده نکنید. زیرا الکترود مخصوص مورد نیاز است (مثلاً شمارههایی که با ۳۰۸ یا ۳۱۶ شروع میشوند).
- اگر به چدن جوش میدهید، الکترود مخصوص چدن لازم است (مثلاً ENi-Ci). الکترود معمولی کار نمیکند.
نکته مبتدی: برای شروع تمرین، روی فولاد معمولی تمرکز کنید.
قدم دوم: قطعه کار چقدر ضخیم است؟ (تعیین قطر الکترود)
این یک قانون سرانگشتی ساده است:
| قطر الکترود پیشنهادی | ضخامت قطعه کار |
| ۲.۵ mm (برای جلوگیری از سوراخ شدن) | ورق نازک (۱ تا ۲ میلیمتر) |
| ۳.۲ mm (الکترود همهکاره و رایج) | ضخامت متوسط (۳ تا ۶ میلیمتر) |
| ۴ mm (برای پرشدن سریعتر) | قطعات ضخیم (بالای ۶ میلیمتر) |
نکته : برای شروع، یک میله فولادی با ضخامت ۵ میلیمتر گرفته و با الکترود ۳.۲ mm تمرین کنید.
قدم سوم: میخواهی در چه موقعیتی جوش بدهی؟ (وضعیت جوشکاری)
- اگر فقط روی میز و در وضعیت تخت جوش میزنید: خیلی محدود نیستید. الکترودهای با رقم ماقبل آخر ۱ یا ۲ خوب هستند.
- اگر میخواهید عمودی یا سقفی جوش بزنید: حتماً باید الکترودی بگیرید که رقم ماقبل آخر کد آن ۱ باشد (مثل E6013 یا E7018). این الکترودها برای همه وضعیتها ساخته شدهاند.
نکته مبتدی: همیشه الکترودی بخرید که رقم ماقبل آخرش ۱ باشد. مطمئنتر هستید که در هر موقعیتی جواب میدهد.
قدم چهارم: دستگاه جوش تو چه نوعی است؟ (نوع جریان برق)
دستگاه قدیمی (ترانسفورماتوری) – فقط AC:
- حتما مطمئن شوید روی بسته بندی الکترود عبارت “برای AC” یا “AC/DC”.نوشته شده باشد.
- الکترود E6013 گزینه عالی برای این دستگاههاست.
دستگاه جدید (اینورتر) – هم AC و هم DC:
- تو انتخاب آزادی! این دستگاهها از همه الکترودها پشتیبانی میکنند.
- برای کارهای معمولی E6013 و برای کارهای مستحکم E7018 عالی هستند.
- نکته مبتدی: اگر دستگاهت اینورتر است، خوششانسی! جوشکاری با آن راحتتر است.
کدام الکترود را برای شروع بخریم؟
| نکات مهم | برای چه کاری خوبه؟ | لقب برای مبتدی | نام الکترود |
| برای شروع عالی است. قوس نرم، سرباره راحت. با AC و DC کار میکند. | تمرین، ورقکاری، اتصالات ساده، کارهای عمومی | الکترود “همهکارِ” مبتدی | E6013 |
| جوش بسیار محکم. حتماً باید خشک باشد (اگر رطوبت گرفت میترکد). | اسکلتها، چارچوبها، پروژههایی که استحکام بالامیخواهد. | الکترود “قویِ” ساختمانی | E7018 |
| نفوذ عمیق. با AC و DC کار میکند. کنترل آن برای مبتدی سختتر است. | جوشکاری لوله، اتصالاتی که پشتشان کثیف یا زنگزده است. | الکترود “نفوذیِ” همهکار | E6011 |
نتیجهگیری و توصیه نهایی:
به عنوان یک جوشکار مبتدی، بهترین و امنترین انتخاب برای تو این است:
- یک بسته الکترود E6013 با قطر ۳.۲ میلیمتر بخر.
- با آن روی یک تکه فولاد ضخامت متوسط تمرین کن.
- وقتی کاملاً با آن احساس راحتی کردی، سراغ الکترود E7018 برو تا جوشهای محکمتری بزنی.
- همیشه روی جعبه الکترود را بخوان! تمام این اطلاعات روی بستهبندی نوشته شده است.
- با تمرین و تجربه، به راحتی میتوانید الکترود مناسب هر کاری را انتخاب کنید.
آیا الکترود جوشکاری در دستگاه جوش برق، دستگاه برش پلاسما، دستگاه جوش آرگون کاربرد دارد؟
بله، الکترود جوشکاری در تمامی دستگاه جوش اینورتر کاربرد دارد، اما نقش و نوع الکترود در هر کدام متفاوت است. در زیر توضیح مختصر هر مورد ارائه میشود:
۱. دستگاه جوش برق (جوش کاری با الکترود دستی یا SMAW)
- کاربرد الکترود: الکترود در دستگاه جوش برق، هم به عنوان ماده پرکننده و هم به عنوان هدایتگر جریان استفاده میشود.
- نوع الکترود: الکترودهای پوششدار مصرفی (مثلاً E6013، E7018) که پس از ذوب، جوش را تشکیل میدهند.
- نکته: پوشش الکترود در ایجاد گاز محافظ، تشکیل سرباره و پایداری قوس نقش دارد.
۲. دستگاه برش پلاسما
- کاربرد الکترود: در دستگاه برش پلاسما، الکترود (معمولاً از جنس تنگستن یا هافنیوم) داخل مشعل قرار میگیرد و با ایجاد قوس الکتریکی با گاز تحت فشار، پلاسمای داغ تولید میکند.
- نقش الکترود: ایجاد قوس اولیه و کمک به یونیزه شدن گاز برای ایجاد جریان پلاسما.
- نکته: الکترود در برش پلاسما مصرف میشود و نیاز به تعویض دورهای دارد.
۳. دستگاه جوش آرگون (جوش TIG)
- کاربرد الکترود: در دستگاه جوش آرگون، از الکترود تنگستن غیرمصرفی (آلیاژی مانند توریتد یا لانتانیت) استفاده میشود.
- نقش الکترود: تنها برای ایجاد و هدایت قوس الکتریکی به کار میرود و ذوب نمیشود. ماده پرکننده (سیم جوش) جداگانه به حوضچه جوش اضافه میشود.
- نکته: الکترود تنگستن باید با توجه به جنس قطعه کار و آمپر جوشکاری انتخاب شود (مثلاً تنگستن سبز برای جریان AC).
۴. دستگاه جوش MIG و CO2
در دستگاه جوش MIG و CO2 از نوعی الکترود استفاده میشود که به شکل سیم جوش پیوسته و حلقهای (Wire Spool) است و به طور خودکار تغذیه میشود.
فاکتورهای مهم در انتخاب الکترود جوشکاری مناسب:
عوامل مختلفی در انتخاب الکترود مناسب برای هر پروژه نقش دارند که به طور خلاصه عبارتاند از:
- الکترودهای SMAW یا میلهای از نوع مصرفشونده هستند، به این معنی که بخشی از فلز جوش را تشکیل میدهند و به آنها الکترود پرکننده یا میله جوش نیز گفته میشود.
- الکترودهای تنگستن در جوشکاری TIG غیرمصرفشونده هستند، زیرا ذوب نشده و بخشی از فلز جوش نمیشوند و در عین حال نیاز به استفاده از میله جوش به عنوان پرکننده دارند.
- میلههای پرکننده TIG یک ماده پرکننده اختیاری هستند که برای اتصال دو قطعه فلز به صورت کامپوزیت به کار میروند.
- الکترود در جوشکاری MIG یک سیم تغذیه مداوم است که به آن سیم MIG گفته میشود.
- انتخاب الکترود از نظر سهولت تمیزکاری پس از جوش، استحکام جوش، کیفیت مهره جوش و به حداقل رساندن پاشش ذرات، امری حیاتی است.
- الکترودها باید در محیطی عاری از رطوبت نگهداری شده و با دقت از بستهبندی خارج شوند.
سوالات متداول
الکترود چیست و چرا اینقدر انواع مختلف دارد؟
الکترود در واقع سیمی فلزی است که با پوششی خاص احاطه شده. وقتی جریان برق از آن عبور میکند، ذوب شده و به عنوان فلز پرکننده، دو قطعه را به هم متصل میکند.
دلیل تنوع الکترودها این است که:
- جنس فلزات متفاوت است: برای جوشکاری آهن، استیل، چدن و… هر کدام الکترود مخصوص خود را نیاز دارند.
- شرایط جوشکاری فرق میکند: مثلاً بعضی برای موقعیتهای سخت (مثلاً عمودی یا سقفی) و بعضی برای موقعیت تخت ساخته شده اند.
- نیازهای مکانیکی متفاوت است: برخی جوش ها نیاز به استحکام کششی بالا یا خاصیت انعطاف بیشتری دارند.
شماره های روی الکترود (مثل E6013 یا E7018) چه معنایی دارند؟
این شماره ها یک کد استاندارد هستند که ویژگیهای الکترود را نشان میدهند. به زبان ساده:
حرف E: مخفف “Electrode” (الکترود).
دو رقم اول (مثلاً 60 یا 70): نشاندهنده حداقل استحکام کششی جوش است. مثلاً 60 یعنی استحکام کششی 60,000 پوند بر اینچ مربع (حدود 420 مگاپاسکال) و 70 یعنی 70,000 پوند بر اینچ مربع (حدود 490 مگاپاسکال). پس E70 قویتر از E60 است.
رقم سوم (مثلاً 1 در E6013): نشان دهنده موقعیتهای جوشکاری مجاز است:
۱: همه موقعیتها (تخت، افقی، عمودی، سقفی)
۲: فقط تخت و افقی
۳: فقط موقعیت تخت
رقم آخر (مثلاً 3 در E6013): نشاندهنده نوع پوشش و نوع جریان برق (AC یا DC) است.
مثال کاربردی:
E6013: الکترودی همهکاره، با سربارهی نرم و جوشی صاف. برای کارهای عمومی و مبتدیان عالی است. با برق AC و DC کار میکند.
E7018: الکترودی با استحکام بالا، دارای پودر آهن در پوشش. جوشی چقرمه و با کیفیت تولید میکند. اغلب برای سازههای مهم استفاده میشود. بهتر است با برق DC کار کند.
برای شروع یادگیری جوشکاری، کدام الکترود بهتر است؟
الکترود E6013 بهترین گزینه برای شروع است.
علت: قوس الکتریکی پایدار و آرامی ایجاد میکند، کنترل آن آسان است، سرباره آن به راحتی جدا میشود و نتیجه جوش نسبتاً تمیزی دارد. این ویژگیها اعتماد به نفس یک جوشکار مبتدی را بالا میبرد.
چرا الکترود به قطعه کار میچسبد (جوش سرد میکند)؟
این یکی از شایعترین مشکلات است و چند دلیل اصلی دارد:
- آمپر (شدت جریان) بسیار پایین است: برق کافی برای ذوب کامل الکترود و کار وجود ندارد. راه حل: آمپر دستگاه را افزایش دهید.
- فاصله نوک الکترود از کار زیاد است: طول قوس الکتریک بیش از حد بلند میشود. راه حل: نوک الکترود را نزدیکتر به سطح کار نگه دارید (فاصله حدود قطر مغز الکترود مناسب است).
- الکترود مرطوب شده: رطوبت باعث میشود قوس ناپایدار شود. راه حل: الکترودها را در خشککن نگهداری کنید یا قبل از استفاده آنها را در اون (حدود ۲۵۰-۳۰۰ درجه سانتیگراد به مدت یک ساعت) حرارت دهید.
چرا جوش ما سوراخ سوراخ (مثل تونل موش) میشود یا پاشش جرقه زیاد است؟
این مشکل معمولاً برعکس مشکل قبلی است:
- آمپر (شدت جریان) بسیار بالا است: برق زیاد باعث جوشکاری خشن، پاشش زیاد و ایجاد حفره (UnderCut) در کنارههای جوش میشود. راه حل: آمپر دستگاه را کاهش دهید.
- نوع قطبیت اشتباه است: برای بیشتر الکترودها (به جز E6010/E6011) باید از قطبیت معکوس (DC+) استفاده کرد. راه حل: کابلهای دستگاه را بررسی کنید.
تفاوت اصلی الکترود با سیم جوش (در جوش MIG/MAG) چیست؟
- الکترود (جوش MMA یا قوس دستی): هم نقش میله پرکننده را دارد و هم پوشش آن نقش گاز محافظ را ایفا میکند (با تولید گاز، از مذاب در برابر هوا محافظت میکند). این روش معمولاً ارزانتر و برای فضای باز و کارگاههای کوچک مناسب است.
- سیم جوش (جوش MIG/MAG): فقط نقش پرکننده را دارد و گاز محافظ به طور جداگانه از یک کپسول به روی نقطه جوش پمپ میشود. این روش سرعت و کیفیت بالاتری دارد اما تجهیزات آن گران تر و حمل و نقل سخت تر است.
چگونه الکترودها را نگهداری کنیم تا خراب نشوند؟
مهمترین دشمن الکترود، رطوبت است. لذا:
- آنها را در جعبه اصلی و در مکانی خشک نگهداری کنید.
- برای الکترودهای حساس (مثل E7018) از جعبه مخصوص نگهداری الکترود (Oven) استفاده کنید.
- الکترودهای مرطوب را میتوان در دمای مناسب (مطابق دستور کارخانه) در خشک کن دوباره خشک کرد.
منبع: www.hgcmanchester.com , weldguru.com
 دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 3000 وات وینر (دارای وایرفیدر هوشمند) دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند)
دستگاه جوش لیزر ۴ کاره فایبر 1500 وات وینر (دارای وایرفیدر هوشمند) دستگاه لیزر زنگ زدایی 3000 وات وینر
دستگاه لیزر زنگ زدایی 3000 وات وینر دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰
دستگاه برش پلاسما ۴۰۰ آمپر وینر مدل ۱۰۶۰ دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850
دستگاه جوش اینورتر 400 آمپر سلولزی وینر مدل 5850 دستگاه جوش آرگون 250 آمپر 6510 وینر
دستگاه جوش آرگون 250 آمپر 6510 وینر کانکتور نری جوشکاری سایز 25 وینر مدل 1025
کانکتور نری جوشکاری سایز 25 وینر مدل 1025 کانکتور نری جوشکاری سایز 50 وینر مدل 1050
کانکتور نری جوشکاری سایز 50 وینر مدل 1050 کانکتور نری جوشکاری سایز 75 وینر مدل 1075
کانکتور نری جوشکاری سایز 75 وینر مدل 1075 کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025
کانکتور مادگی جوشکاری سایز 25 وینر مدل 1025 کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050
کانکتور مادگی جوشکاری سایز 50 وینر مدل 1050 کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075
کانکتور مادگی جوشکاری سایز 75 وینر مدل 1075 کابل جوش استاندارد سایز 12 وینر مدل 1012
کابل جوش استاندارد سایز 12 وینر مدل 1012 کابل جوش استاندارد سایز 14 وینر مدل 1014
کابل جوش استاندارد سایز 14 وینر مدل 1014 کابل جوش استاندارد سایز 16 وینر مدل 1016
کابل جوش استاندارد سایز 16 وینر مدل 1016 کابل جوش استاندارد سایز 18 وینر مدل 1018
کابل جوش استاندارد سایز 18 وینر مدل 1018 کابل جوش درجه 1 سایز 12 وینر مدل 2012
کابل جوش درجه 1 سایز 12 وینر مدل 2012 کابل جوش درجه 1 سایز 14 وینر مدل 2014
کابل جوش درجه 1 سایز 14 وینر مدل 2014 کابل جوش درجه 1 سایز 16 وینر مدل 2016
کابل جوش درجه 1 سایز 16 وینر مدل 2016 کابل جوش درجه 1 سایز 18 وینر مدل 2018
کابل جوش درجه 1 سایز 18 وینر مدل 2018 انبر اتصال 300 آمپر وینر مدل 007
انبر اتصال 300 آمپر وینر مدل 007 انبر اتصال 500 آمپر وینر مدل 008
انبر اتصال 500 آمپر وینر مدل 008 انبر اتصال 600 آمپر وینر مدل 006
انبر اتصال 600 آمپر وینر مدل 006 انبر جوش 300 آمپر وینر مدل 024
انبر جوش 300 آمپر وینر مدل 024 انبر جوش 450 آمپر وینر مدل 025
انبر جوش 450 آمپر وینر مدل 025 انبر جوش 550 آمپر W-026-550A
انبر جوش 550 آمپر W-026-550A مانومتر اکسیژن وینر طرح زینسر مدل 029OX
مانومتر اکسیژن وینر طرح زینسر مدل 029OX مانومتر استیلن وینر طرح زینسر مدل 030AC
مانومتر استیلن وینر طرح زینسر مدل 030AC مانومتر Co2 وینر طرح زینسر مدل 03۷CO
مانومتر Co2 وینر طرح زینسر مدل 03۷CO مانومتر نیتروژن طرح زینسر وینر مدل W-046N
مانومتر نیتروژن طرح زینسر وینر مدل W-046N مانومتر آرگون طرح زینسر وینر مدل W-047A
مانومتر آرگون طرح زینسر وینر مدل W-047A مانومتر اکسیژن وینر طرح مکسی مدل 0310X
مانومتر اکسیژن وینر طرح مکسی مدل 0310X مانومتر استیلن وینر طرح مکسی مدل 032AC
مانومتر استیلن وینر طرح مکسی مدل 032AC مانومتر Co2 وینر طرح مکسی مدل 039CO
مانومتر Co2 وینر طرح مکسی مدل 039CO مانومتر آرگون وینر طرح مکسی مدل 044A
مانومتر آرگون وینر طرح مکسی مدل 044A مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A
مانومتر آرگون فلومتر دار وینر طرح ویکتور مدل 045A مانومتر استیلن طرح جنرال وینر مدل W-049AC
مانومتر استیلن طرح جنرال وینر مدل W-049AC مانومتر اکسیژن طرح جنرال وینر مدل W-048OX
مانومتر اکسیژن طرح جنرال وینر مدل W-048OX مانومتر CO2 طرح جنرال وینر مدل W-050CO
مانومتر CO2 طرح جنرال وینر مدل W-050CO کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 022 کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023
کلاه ماسک جوشکاری اتومات 3 ولوم وینر مدل 023 ماسک جوشکاری دستی وینر مدل 001
ماسک جوشکاری دستی وینر مدل 001 دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-081gw دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-082gw دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-083gw دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw
دستگاه گیج ضخامت سنج جوش وینر مدل w-084gw دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw
دستگاه گیج دیجیتالی ضخامت سنج جوش وینر مدل w-085gw گیره اتصال تمام برنز طرح آمریکایی وینر مدل W-073GE
گیره اتصال تمام برنز طرح آمریکایی وینر مدل W-073GE گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072
گیره اتصال تمام برنز 500 آمپر EB وینر مدل W-072 گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071
گیره اتصال تمام برنز 300 آمپر EB وینر مدل W-071 شیلنگ دو قلو لاستیکی وینر
شیلنگ دو قلو لاستیکی وینر شیلنگ دوقلوی هوابرش کره ای مارک برجسته
شیلنگ دوقلوی هوابرش کره ای مارک برجسته قرقره سیم جوش توپودری پنج کیلویی کد MIG-E71T-GS (میگ)
قرقره سیم جوش توپودری پنج کیلویی کد MIG-E71T-GS (میگ) قرقره سیم جوش Co2 پنج کیلویی کد MIG-ER70S-6(میگ)
قرقره سیم جوش Co2 پنج کیلویی کد MIG-ER70S-6(میگ) قرقره سیم جوش استیل Co2 پنج کیلویی کد MIG-ER308L (میگ)
قرقره سیم جوش استیل Co2 پنج کیلویی کد MIG-ER308L (میگ) قرقره سیم جوش آلومینیوم Co2 هفت کیلویی کد MIG-ER5356 (میگ)
قرقره سیم جوش آلومینیوم Co2 هفت کیلویی کد MIG-ER5356 (میگ) شیشه ماسک نور شفاف وینر
شیشه ماسک نور شفاف وینر شیشه ماسک نور 9 وینر
شیشه ماسک نور 9 وینر ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG
ست گونیا جوشکاری مگنتی 6 عددی وینر مدل W-061MG دستگاه بول ماشین زنجیری وینر مدل W 101
دستگاه بول ماشین زنجیری وینر مدل W 101 دستگاه برش ریلی تک مشعل وینر مدل W 102
دستگاه برش ریلی تک مشعل وینر مدل W 102 دستگاه برش ریلی دو مشعل وینر مدل W 103
دستگاه برش ریلی دو مشعل وینر مدل W 103 گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR
گرم کن هواگاز وینر با نازل H4 و H5 مدل W-56GR سری گرم کن هواگاز نازل H4 وینر مدل W-058NO
سری گرم کن هواگاز نازل H4 وینر مدل W-058NO سری گرم کن هواگاز نازل H5 وینر مدل W-057NO
سری گرم کن هواگاز نازل H5 وینر مدل W-057NO نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016
نازل هوا برش طرح مورکس سایز 1.8 وینر مدل 016 نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017
نازل هوا برش طرح مورکس سایز 3.64 وینر مدل 017 نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018
نازل هوا برش طرح مورکس سایز 1.16 وینر مدل 018 نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019
نازل هوا برش طرح مورکس سایز 1.32 وینر مدل 019 نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020
نازل هوا برش طرح مورکس سایز 5.64 وینر مدل 020 نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021
نازل هوا برش طرح مورکس سایز 3.32 وینر مدل 021 کلاهک مسی طرح زینسر وینر مدل 002K
کلاهک مسی طرح زینسر وینر مدل 002K سوزن 4 عددی طرح زینسر وینر مدل 004S
سوزن 4 عددی طرح زینسر وینر مدل 004S فلش بک دو سر شلنگ خور وینر مدل 015
فلش بک دو سر شلنگ خور وینر مدل 015 سرپیک هوا برش وینر طرح زینسر مدل 033BO
سرپیک هوا برش وینر طرح زینسر مدل 033BO سرپیک هوا برش وینر طرح مورکس مدل 035BO
سرپیک هوا برش وینر طرح مورکس مدل 035BO سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO
سرپیک هوا برش وینر طرح مورکس 1 متری مدل 036BO سرپیک برش وینر طرح ویکتور مدل w-090gw
سرپیک برش وینر طرح ویکتور مدل w-090gw سرپیک هوا جوش وینر طرح گلور مدل 037JO
سرپیک هوا جوش وینر طرح گلور مدل 037JO



