


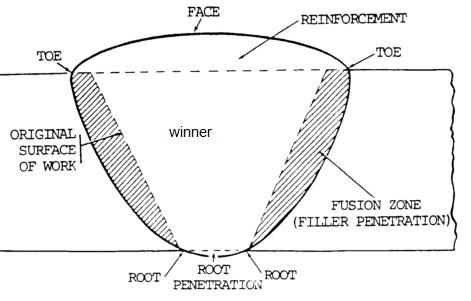
مهره جوش ، فلز رسوب شده بر رو یا داخل سطح کار است . این فلز بر اثر دمای زیاد و در اثر ذوب الکترود یا سیم جوش بوجود می آید . مانند دوختن درز ، چندین روش برای بوجود آوردن مهره جوش در طول مفصل وجود دارد . با وجود این برخلاف خیاط ها ، جوشکارها غالباً باید کار خود را در موقعیتی نامناسب انجام دهند . جاذبه زمین همچنین در چگونگی رسوب فلز مذاب بین صفحات فلزی یا بخش لوله ای و در شکل گرفتن مهره های جوش نقش دارد. به عنوان مثال اگر در حال جوشکاری سرباری هستید ، باید سریع حرکت کنید در غیر اینصورت فلز جوش به جای اینکه در مفصل باشد ، روی شیلد محافظ صورت شما پاشیده می شود . فرد جوشکار پس از آماده سازی اتصالات برای جوشکاری ، انتخاب میله مناسب ( در صورت جوشکاری استیک ) و انتخاب تنظیمات دستگاه مناسب ، باید از نوع خاصی از حرکت دست ( و سرعت مناسب ) استفاده کند تا به طور صحیح مهره جوش ( welding bead ) را پایین بیاورد .
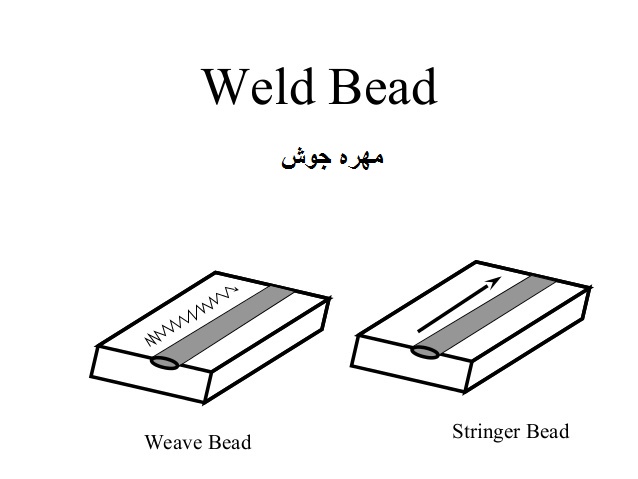
مهره جوش نتیجه رسوب فلزات پر کننده در گذارهای جوشکاری است . در مهره های جوش مواد فیلر در فضای اتصال بین دو قطعه کاری قرار می گیرد . زمانی که مواد فیلر خنک می شوند یک اتصال محکم شکل می گیرد . بسته به نوسانی که افراد جوشکار استفاده می کنند انواع مختلفی از مهره جوش وجود دارد . زمانی از نوسانات بیشتری استفاده شود نتیجه کار مهره های بافتنی | weave bead است . زمانی که محدوده رفت و برگشت محدود باشد نتیجه کار مهره های باریک تر است که با نام مهره های رشته ای | stringer bead شناخته می شوند .
به طور کلی ، آماده سازی مشعل جوش تقریباً همانند این است که شما حوضچه جوش را با یک میله پرکننده جداگانه تغذیه می کنید ، یا از یک سیم تغذیه یا الکترود استیک استفاده می کنید . در زیر توضیحی از چهار نوع متداول مهره جوش بکار رفته در پروژه های جوشکاری را می بینید .
مهره جوش های رشته ای | stringer bead
این نوع از مهره جوش یک مهره مستقیم است که در آن فرد جوشکار مشعل را می کشد یا در طول محلی که باید به هم متصل شود فشار می دهد . در اینجا کشیدن به این معنی است که الکترود به سمت گودال هدایت می شود . این امر سبب نفوذ حداکثری جوش می شود و یک خروجی جوش قوی به وجود می آورد .

برای فلزات حساس به گرما یا نازک یا هنگام جوشکاری در حالت عمودی و به سمت بالا ، افراد جوشکار مشعل را تحت فشار قرار می دهند ، این به معنای حرکت دادن الکترود به سمت جلو است ( همانند عکس بالا ) . هنگام جوشکاری عمودی ، فلز مذاب به سمت پایین حرکت می کند ، بنابراین دور کردن گرما از گودال باعث می شود تا جوش به سرعت جامد شود . عیب این کار این است که نفوذ به فلز پایه بسیار کمتر از زمانی است که مشعل را می کشید .
مهره های محکم عموماً محدوده بزرگی را اشغال نمی کنند و در هر موقعیت جوشکاری قابل استفاده هستند . حتی اگر شما در یک خط مستقیم در حال حرکت باشید ، هنوز هم مهم است که مطمئن شوید که جوش در هر طرف انگشت پای جوش ( toe of the weld ) را کاملا در بر گرفته است . به یاد داشته باشید ، هدف از جوش فقط پر کردن یک اتصالات با فلز جدید نیست. همجوشی بین جوش ایحاد شده و فلز پایه بسیار مهم است . بعضی اوقات ، حرکت مشعل باید به اندازه کافی آهسته باشد به طوری که گودال جوش از هر دو طرف مفصل جریان یابد ، این همان چیزی است که برای دستیابی به همجوشی خوب لازم است . در موارد دیگر ، دستکاری جزئی از طرفی به طرف دیگر لازم است ، همانطور که در شکل زیر نشان داده شده است:
باز هم ، حرکت از سمتی به سمت دیگر باید جزئی باشد . اگر خیلی از یک طرف به سمت دیگر حرکت کنید ، یک مهره زیگزاگی دارید . از مهره های محکم تر نیز در قسمت های سخت استفاده می شود . انجام مهره های زیگزاگی برای کمک به افزایش طول عمر قطعات فلزی مانند گلگیرها ، گاوآهن و سایر قطعات فلزی خارجی روی تجهیزات صنعتی انجام می شود. در اینجا مهره به معنای همجوشی با فلز پایه نیست ، بلکه برای ایجاد یک سطح محافظ بر روی آن مورد استفاده قرار می گیرد .
مهره های بافته شده | weave bead
برای جوش های وسیع تر ، می توانید از یک طرف به طرف در امتداد مفصل جوش را انجام دهید . برای اتصال های بزرگ و چاق ، جوشکاری به روش بافتنی سریعترین روش برای انجام جوشکاری است . این امر به ویژه در مورد جوش های شیاری صادق است. جوش های بافتی همچنین در جوش های فیله متداول هستند .
انواع مختلفی از بافت های جوش وجود دارد البته این مورد به هر جوشکار بستگی دارد . شما می توانید به روش زیگ زاگ ، هلال یا مجعد جوش را انجام دهید . علاوه بر این که با این روش یک مهره وسیع تر را می توان بوجود آورد ، از روش جوشکاری بافتنی برای کنترل گرما در گودال جوش نیز استفاده می شود . علاوه بر این ، شما معمولاً در هر طرف جوش مکث می کنید تا به گره خوبی برسید و از پوسته شدن لبه ها جلوگیری کنید . البته وقتی به سمت مرکز مفصل حرکت می کنید ، معمولا عجله می کنید . در غیر این صورت ممکن است باعث یک تاج بلند یعنی یک برآمدگی در وسط جوش شوید . در هنگام جوشکاری بافتی بهتر است صورت جوش صاف یا فقط کمی محدب داشته باشید .
برای جلوگیری از گرم شدن بیش از حد و گسترش گودال ، می توانید یک بافت نیمه دایره ای را امتحان کنید . اگر گرمای بیشتری در گودال نیاز داشتید ، جوش حلقه ای را پشت حوضچه جوش انجام دهید .
بافندگی در موقعیت سربار می تواند یک چالش باشد ، زیرا گرانش تمایل دارد فلز مذاب را از جوش بیرون بکشد . اما جوشکارها یاد می گیرند که این کار را انجام دهند ، زیرا جوش بافتی از نظر زمانی بصرفه تر است .
حرکت شلاقی
در جوش های شیار باز ، یک جوشکار استیک به طور معمول با مچ دست خود بر روی پاس ریشه جوش حرکت می کند ، که اولین عمل جوش است . هدف این است که صفحات کار را در انتهای آن با یک مهره مسطح از فلز جوش ترکیب کنید . رایج ترین الکترودهای استیک برای عبور ریشه روی فولاد کم کربن میله های E6010 و 6011 هستند که به سرعت خنک می شوند .
فرد جوشکار الکترود را در امتداد شکاف بالا می برد . این کار برای دستیابی به نفوذ کامل ضروری است . علاوه بر طراحی مناسب و تنظیمات دستگاه جوشکاری ، می توانید اندازه سوراخ کلید را با فرکانس وقفه های شلاق خود کنترل کنید . قبل از اینکه سوراخ کلید فراتر از کنترل ، گسترش یابد ، میله را کمی به سمت بالا و جلوتر از جوش شلاق بزنید . این عمل همه چیز را خنک می کند و اندازه سوراخ کلید را یکسان نگه می دارد . همچنین این امکان را می دهد که مهره در پشت گودال محکم شود . در آن لحظه ، شما به گودال مذاب بر می گردید و قطره دیگری از فلز جوش باید از میله شما بیفتد (در صورت جوشکاری چسبنده) .
همه اینها خیلی سریع اتفاق می افتد . میزان شلاق با میزان گرمای مشاهده شده در جوش تعیین می شود. برای مثال وقتی جوش را شروع می کنید ، ممکن است به هیچ وجه جوش شلاقی نزنید زیرا هنوز گرمای کافی وجود ندارد .
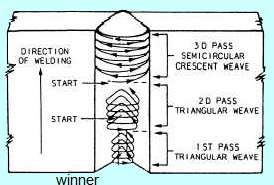
نوعی از حرکت شلاقی را بافت J یا J-weave می گویند . این نوع جوش ترکیبی از وقفه های هلالی و شلاقی است و در گذر دوم از مفصل شیار-V استفاده می شود . در اینجا ، فرد جوشکار الکترود E6010 یا الکترود منجمد شونده سریع را از یک انگشت پا به طرف دیگر منتقل می کند ، به طور خلاصه در هر طرف مکث می کند و سپس میله را به جلو و به سمت بالا در امتداد یک طرف مفصل برای یک لحظه شلاق می زند . برای این کار ، طول قوس بیشتر کمک می کند . درست همانطور که می خواهید یک پاس ریشه داشته باشید ، بعد از شلاق زدن به جلو ، به قسمت باز بعدی در سمت چپ (یا راست) انگشت جوش شلاق بزنید و وقفه را تکرار کنید.
از اینکه در این مقاله با ما همراه بودید متشکریم . منتظر نظرات شما هستیم.
منابع : weldersuniverse – wisegeek