



در بین بسیاری از فرایند های جوشکاری که امروزه استفاده می شوند ، جوشکاری قوسی گاز تنگستن ( gas tungsten arc welding ) یا همان GTAW ، به عنوان چالش بر انگیزترین متد جوشکاری شناخته می شود . این جوشکاری از بقیه فرایند های جوشکاری زمان بیشتری نیاز دارد . البته باید گفت ، زمانی که این فرایند با دقت انجام می شود ، کیفیت جوش و مقاومت بالاتری نسبت به سایر متدهای آسان جوشکاری دارا است . بمنظور جوشکاری موادی مانند استیل ضد زنگ ، مواد غیر آهنی مانند مس ، آلومینیوم و آلیاژهای منگنز ، این نوع جوشکاری توصیه می شود .
یکی از اولین کاربردهای GTAW در صنعت ، استفاده از آن در صنعت هوافضا بود . همچنین صنعت کشتی سازی و دوچرخه سازی نیز خواهان گسترده ، جوشکاری gtaw هستند . صنایعی که آلومینیوم ماده اصلی کار است ، gtaw گزینه خوبی می تواند باشد .
فرایند GTAW به چه صورت است
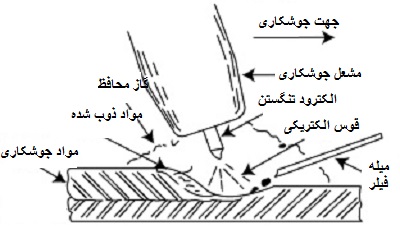
Gtaw با عنوان ، جوشکاری گاز بی اثر تنگستن (TIG) نیز شناخته می شود . این نوع جوشکاری ، یک روش جوش قوس الکتریکی است که جوش را با استفاده از الکترودهای تنگستن غیر مصرفی تولید می کند . گازهای بی اثری همچون آرگون و هلیوم برای محافظت از منطقه در حال جوش از آلودگی ها استفاده می شوند . در این روش ، پلاسما که از گاز یونیزه شده با درصد بالا و بخار فلز ساخته شده ، انرژی لازم را در طول قوس الکتریکی ( arc ) ایجاد می کند . منبع این انرژی ، منبع تغذیه جوشکاری با جریان ثابت است .
بر خلاف متدهای راحت تر جوشکاری که سربار جوش تولید می کنند ، GTAW فرایند بسیار تمیزی است . در نتیجه استفاده از این نوع جوشکاری در مکان هایی که ظاهر کار مهم است می تواند گزینه انتخابی خوبی باشد .
در حین جوشکاری gtaw ، جوشکار باید یک قوس بسیار کوتاه را ، با رعایت پیشگیری از برخورد الکترود و قطعه کاری ، همیشه در جریان نگه دارد . این امر مستلزم تمرین و تکرار زیاد است . هر دو دست جوشکار در حین این نوع جوشکاری باید آزاد باشد . یک دست برای کار با مشعل جوشکاری نیاز است و دست دیگر برای قرار دادن مواد فیلر در منطقه جوش بکار می رود . فرد جوشکار ، مقدار گرما را با پا و توسط پدال مربوط به آن کنترل می کند .
برای جوشکاری قطعات نازک و جوش لب به لب از مواد فیلر استفاده نمی شود . جنس مواد فیلر استفاده شده در این فراید به جنس مواد پایه بستگی دارد . سایز مواد فیلر بستگی به ضخامت مواد پایه دارد . این ضخامت همچنین میزان جریان جوشکاری را نیز مشخص می کند . متد جوشکاری با استفاده از gtaw می تواند جوشکاری دستی با اتوماتیک باشد .
تنظیمات مورد نیاز جوشکاری قوسی گاز تنگستن
تجهیزات مورد نیاز در این نوع جوشکاری ، بعد از انتخاب مواد پایه و ماده فیلر مشخص می شوند . تجهیزات ثابت این جوشکاری ، ماده فیلر ، الکترود ، جریان و گاز محافظ هستند . تنظماتی که در هر جوش قابل تغییر هستند عبارتند از ، گرمای پایه ، عرض جوش ، نفوذ جوش ، تمامیت و جامعیت جوش .
الکترود مناسب برای جوشکاری قوسی گاز تنگستن
مواد سازنده الکترود جوشکاری GTAW از آلیاژ تنگستن ساخته شده است . تنگستن در بین فلزات ، بالاترین نقطه جوش را دارد . نقطه ذوب آن حدود 6170 فارنهایت یا به عبارتی 3140 درجه سلسیوس است .
سایز الکترود مورد استفاده بستگی به جریان لازم برای جوشکاری دارد . الکترود های بزرگ تر جریان بیشتری از خود عبور می دهند . الکترود های با قطر کم تر برای جوشکاری مواد نازک تر مورد استفاده قرار می گیرند . در زیر لیستی از آلیاژهای مختلف تنگستن که مورد استفاده قرار می گیرند را مشاهده می کنید .
- تنگستن خالص : این نوع تنگستن برای فلزات غیر آهنی استفاده می شود . آلومینیوم و منیزیوم از جمله این فلزات هستند .
- تنگستن ثوریات : معمول ترین تنگستن مورد استفاده این نوع است . برای جوشکاری کربن و استیل ضد زنگ استفاده می شود . دارای مقاومت بیشتر نسبت به آلودگی است . شکنندگی آن به اندازه تنگستن خالص نیست .
- تنگستن زیرکنی : برای جوشکاری فلزات غیر آهنی استفاده می شود . مناسب برای جوشکاری هایی که نیازمند جریان AC بالاتری هستند ، است .
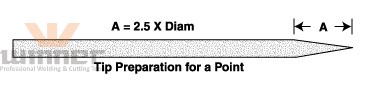
الکترود های تنگستنی معمولا دارای نوک تیز هستند . این شکل الکترود باعث شروع بهتر تولید قوس الکتریکی می شود . همچنین این نوع شکل نوک الکترود ؛ از تماس آن با سطح کار نیز جلوگیری می کند . درجه مورد استفاده برای ساخت نوک آن ، شکل جوش را نیز تحت تاثیر قرار می دهد . بمنظور کاهش تعداد دفعاتی که الکترود باید تیز شود ؛ جوشکار باید این مهارت را بدست آورد که نوک الکترود را حین انجام جوشکاری با سطح کار تماس ندهد . طول توصیه شده نوک الکترود به اندازه 21/2 یا 3 برابر قطر الکترود باید باشد . شکل زیر این مفهوم را تبیین می کند . نوک مناسب الکترود برای بدست آوردن نفوذ جوش مناسب با اهمیت است .
گاز محافظ مناسب برای جوشکاری GTAW
گاز آرگون و هلیوم ، دو نوع از معمول ترین گازهای مورد استفاده در GTAW هستند . خاصیت شیمیایی با اهمیت این گازها به عنوان محافظ بودن ، بی اثر بودن آن ها و قدرت تولید قوس الکتریکی هموار در جریان های بالا است . هر دوی این گازها بی اثر هستند . هر دو موجب ایزوله شدن قوس الکتریکی جوشکاری می شوند . آن ها از الکترود تنگستن محافظت می کنند و حوضچه جوش را از رسیدن اتمسفر به آن محافظت می کنند .
خلوص گاز بر روی جوش تاثیر می گذارد . فلزات ، معمولا درصد کمی ناخالصی دارند . برای داشتن بهترین نتیجه درصد خلوص گاز بی اثر باید حداقل 99.9 درصد باشد .
ویژگی گاز آرگون در جوشکاری GTAW
آرگون از هلیوم سنگین تر است و معمولا بصورت مایع یا گاز مورد استفاده قرار می گیرد . آرگون در کارهایی که نتیجه کار باید تمیز باشد انتخاب خوبی است . نرخ جریان توسط سایز تنگستن مشخص می شود . آرگون برای جوش فلزات هم سان و غیر هم سان و برای جوشکاری بصورت عمودی مناسب است .
ویژگی گاز هلیوم در جوشکاری قوسی گاز تنگستن
هلیوم در محدوده مورد استفاده بطور عمیق گرما را منتقل می کند ( HAZ ) . اما ناحیه کوچکی را تحت تاثیر قرار می دهد . این خصوصیت برای جوشکاری فلزات سنگین مناسب است . این گاز برای جوشکاری در سرعت بالا مناسب است . همچنین پوشش دهی مناسبی ایجاد می کند و برای جوشکاری بصورت عمودی مناسب است . این خصوصیات عمق نفوذ جوشکاری را افزایش می دهد . هلیوم برای جوشکاری فلزات غیر آهنی و ضخیم گزینه خوبی است .
گازهای مخلوط مورد استفاده در جوشکاری GTAW
مخلوط آرگون و هلیوم زمانی استفاده می شود که فرد جوشکار ، از خصوصیت کنترلی آرگون و نفوذ جوش هلیوم بهره می برد . این مخلوط برای جوشکاری استیل کربن ضروری نیست . نسبت این مخلوط بسته به پروژه ای که روی آن کار می کنند متفاوت است . همچنین از آن اغلب برای جوشکاری اتوماتیک استفاده می شود .
از مخلوط آرگون و هیدروژن برای جوشکاری استیل ضد زنگ استفاده می شود . از این مخلوط نباید در جوشکاری استیل کربن استفاده کرد . نسبت گازهای مورد استفاده در این مخلوط ، 95 درصد آرگون و 5 درصد هیدروژن است .
نیتروژن نیز می تواند به عنوان گاز محافظ استفاده شود . اما بدلیل نیاز آن به جریان بالا ، مورد استفاده قرار نمی گیرد . نیتروژن برای جوشکاری مس مناسب است .
جریان مورد نیاز در جوشکاری GTAW
جریان مورد استفاده در جوشکاری به نوع ماده ، سطح جریان ، و موجود بودن ماشین تولید آن نوع جریان جوشکاری ، بستگی دارد . جریان مستقیم الکترود مثبت ( DCEP ) ( قطبیت معکوس ) اکثر اوقات برای جوشکاری فلزات نازک و غیر آهنی مورد استفاده قرار می گیرد . جریان مستقیم الکترود منفی ( DCNE ) ( قطبیت مستقیم ) ، اکثر اوقات برای جوشکاری استیل ضد زنگ و فلزات آهنی مورد استفاده قرار می گیرد .
جریان AC ، به اضافه فرکانس بالا ، اکثر مواقع برای جوشکاری فلزات غیر آهنی مانند آلومینیوم و منیزیوم مورد استفاده قرار می گیرد . این جریان روال کار تمیز و عمق جوش مناسبی تولید می کند .
موقعیت های جوشکاری در جوشکاری قوسی گاز تنگستن
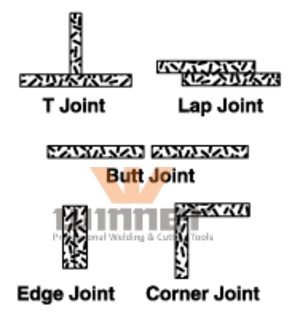
انواع اتصالات جوشکاری بصورت پایه به پنج دسته تقسیم می شود . در شکل زیر این انواع را می توانید ملاحظه کنید . جوش به شکل تی ( T joint )، جوش لب به لب ( butt joint ) ، جوش لبه ( edge joint ) ، جوش گوشه (corner joint ) و جوش لبه روی هم افتاده ( lap joint ) . قدرت اتصال جوش یکی از فاکتورهای مهم برای شکل جوش است . اتصالات جوش با توجه به قدرت جوش مورد نیاز می توانند بصورت نسبی یا کامل باشند . نوع اتصال جوش در GTAW بستگی به نوع فلز ، پیکربندی جوشکاری ، تحلیل ماده و … دارد . فاکتورهای زیادی در طراحی شکل جوش موثر است . از جمله آن ها می توان به قدرت جوش ، موقعیت جوشکاری و ضخامت ماده اشاره کرد .
پیش نیاز های جوشکاری GTAW
قبل از انجام GTAW ، مراحل متعددی باید طی شود . میزان این پیش نیاز ها به سایز جوشکاری ، نوع ماده پایه ، و کیفیت کار بستگی دارد .
آماده کردن الکترود : الکترود مورد استفاده بستگی به پروژه دارد .
آماده کردن سطوح جوش : برای آماده کردن سطح جوشکاری متدهای متفاوتی را باید در نظر گرفت . برشکاری سوخت اکسی ، برش پلاسما ، گروه بندی قوس الکتریکی کربن ، تراشیدن ، سوهان کاری و … . آماده کردن قطعات قبل از جوشکاری سبب بوجود آمدن جوش مناسب و با کیفیت خواهد شد .
شکل دهی قطعات : شکل دهی به قطعات سبب می شود که قطعات بصورت مناسب سر جای خود فیکس شوند . وقتی قطعات در شکل درست خود قرار گیرند ، زمان مورد نیاز برای جوشکاری کاهش پیدا می کند .
گرمادهی : بسته به آلیاژهای به کار رفته در فلز پایه ، ضخامت قطعه و پیکربندی اتصال ، گاهی اوقات گرمادهی لازم است . میزان گرمای مورد نیاز برای هر کاربرد ، معمولا از روی فرایند جوشکاری مشخص می شود . متدهای متفاوتی برای کنترل دما وجود دارد.
موارد استفاده از gtaw
- صنایع هوا و فضا
- صنعت اتوموبیل سازی و تعمیر اتوموبیل
- هنر
- انرژی هسته ای
- دارو سازی
- کشتی سازی
مزایای جوشکاری gtaw
- برای جوشکاری فلزات زیادی مانند ، استیل ، برنز ، نیکل ، برنج ، مس ، منگنز ، آلومینیوم و طلا مورد استفاده قرار می گیرد .
- تولید جوش بدون سربار ، دود و بخار از ویژگی های آن است .
- برای جوشکاری با دقت و جزئیات ریز و منحنی ها مناسب است .
- بمنظور جوشکاری مواد نازک تا ضخیم استفاده می شود .
- مناسب برای جوشکاری مواردی که ظاهر در آن ها مهم است .
- مناسب برای جوشکاری در همه جهات.
معایب جوشکاری GTAW
- نرخ رسوب آرام
- نیازمند مهارت زیاد برای انجام این نوع جوشکاری
- تولید اشعه های UV با سطح بالا
- نیازمند قرار گیری درست در موقعیت برای انجام جوشکاری .
در نهایت فراگیری نکات پایه ای جوشکاری GTAW ، باعث افزایش توان فرد جوشکار در انجام عمل جوشکاری می شود . همچنین انتخاب درست ماده فیلر ، الکترود تنگستن و گاز محافظ نکاتی هستند که در این مقاله به آن ها پرداختیم .
از اینکه در این مقاله با ما همراه بودید متشکریم. منتظر نظرات و پیشنهادات شما هستیم.
منابع : weldingschool – thefabricator – thefabricator